
Uncovering the Effect of CeO2 on the Microstructure and Properties of TiAl/WC Coatings on Titanium Alloy

Abstract
:1. Introduction
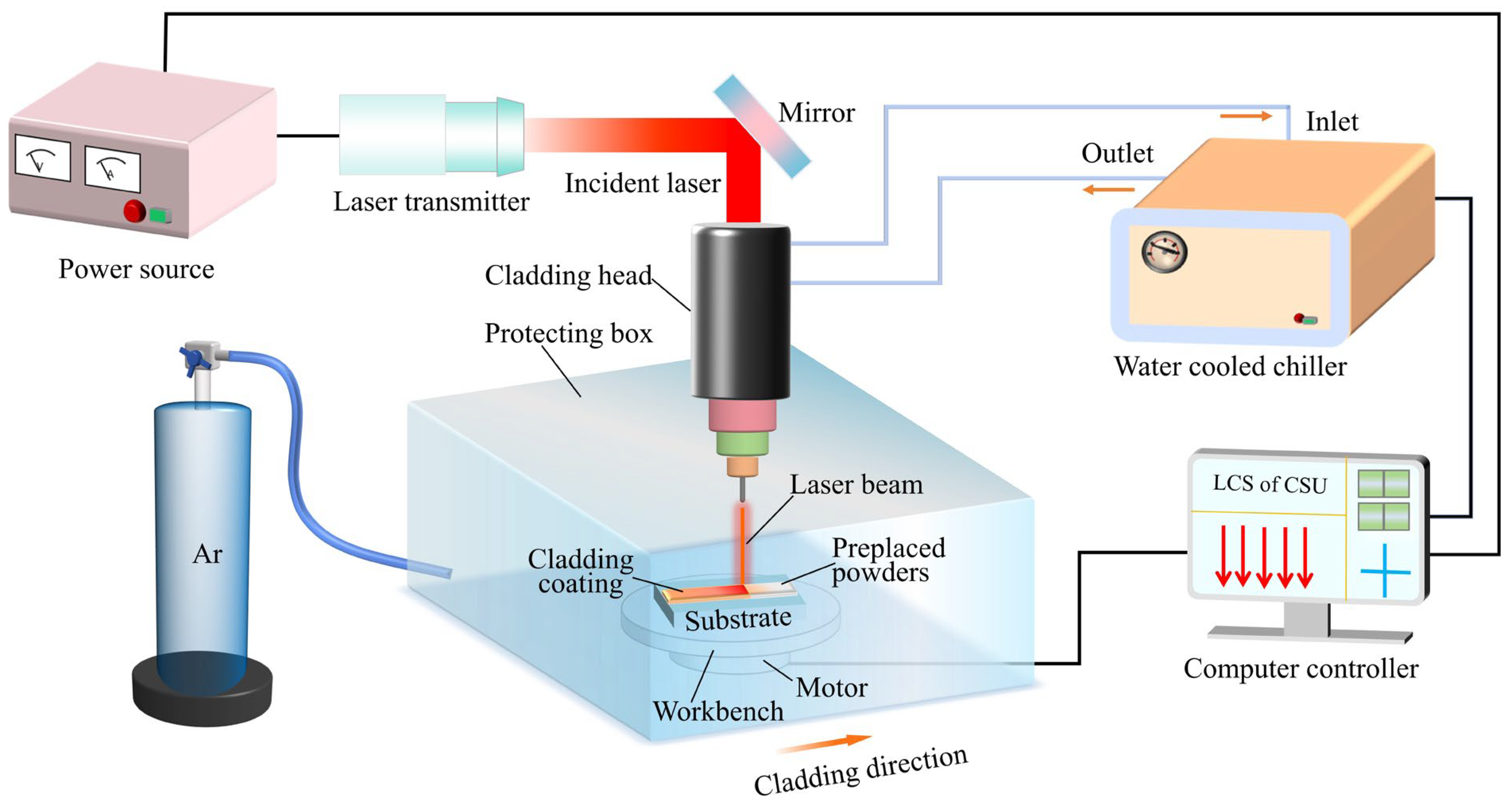
2. Materials and Experiment
2.1. Raw Powders and Preparation of Mixed Powder
2.2. Microstructure Characterization
3. Results and Discussion
3.1. Phase Constitution
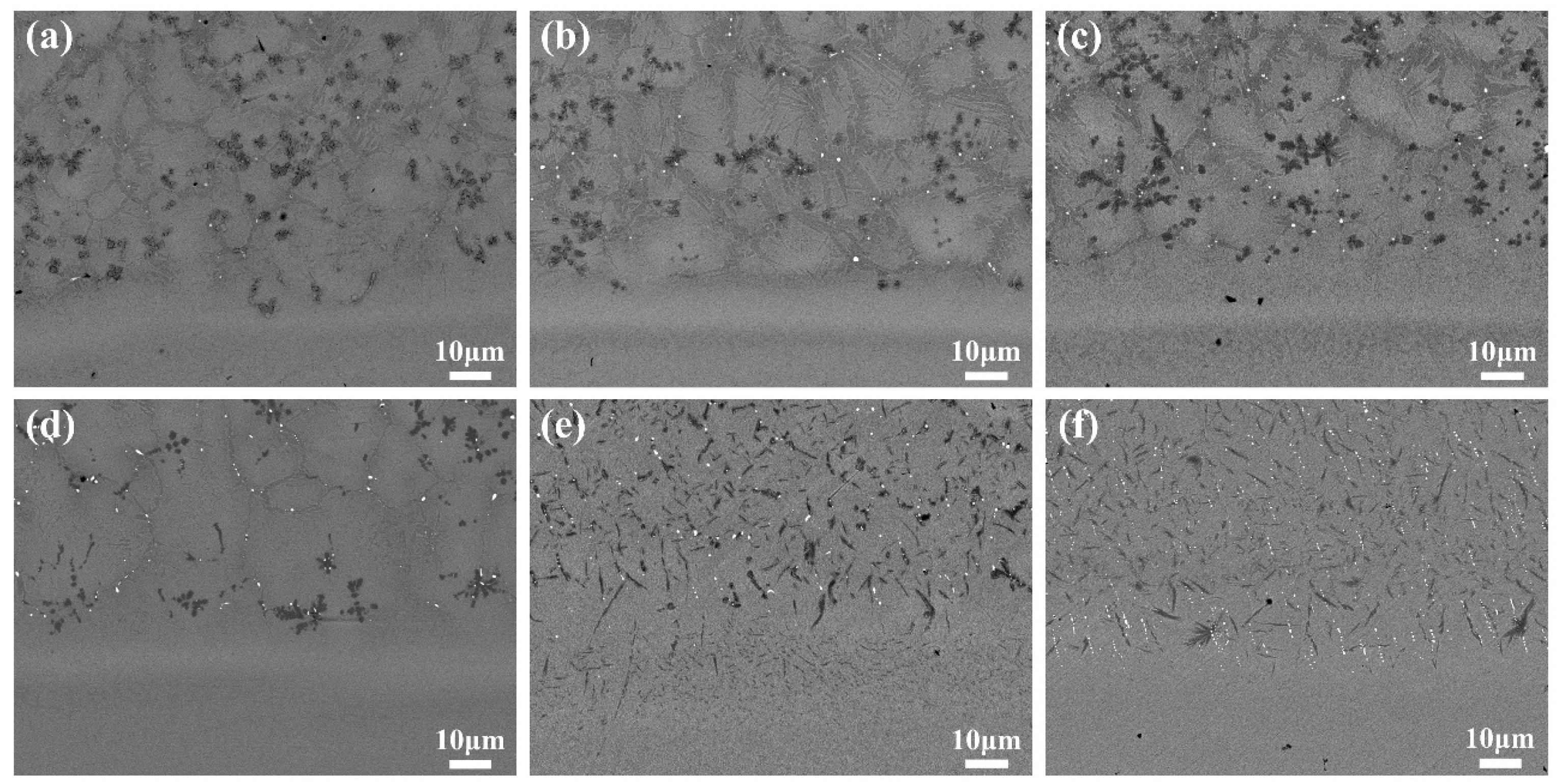
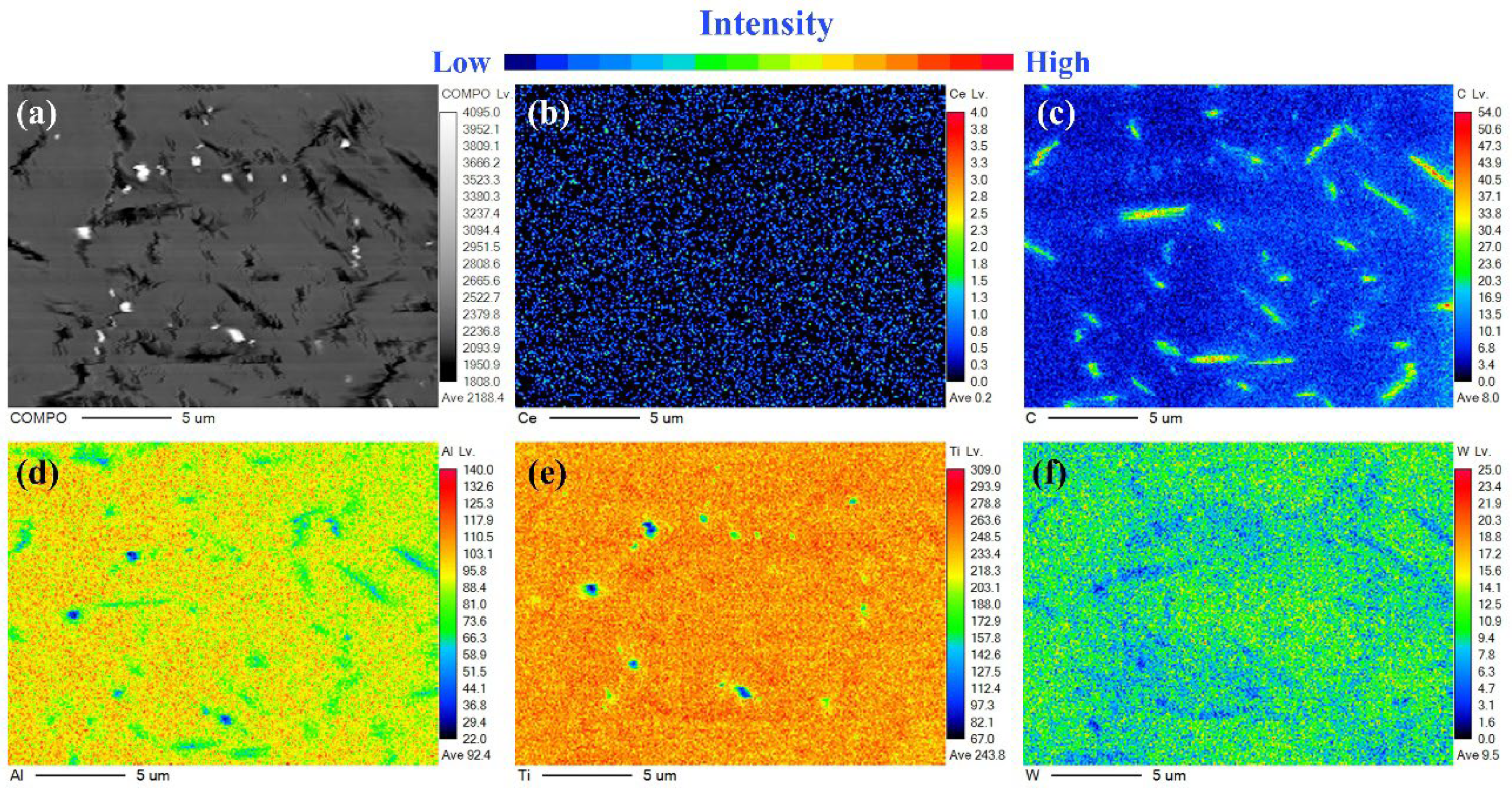
3.2. Microstructure
3.3. Microhardness
3.4. Wear Behavior Analysis
4. Conclusions
- (1)
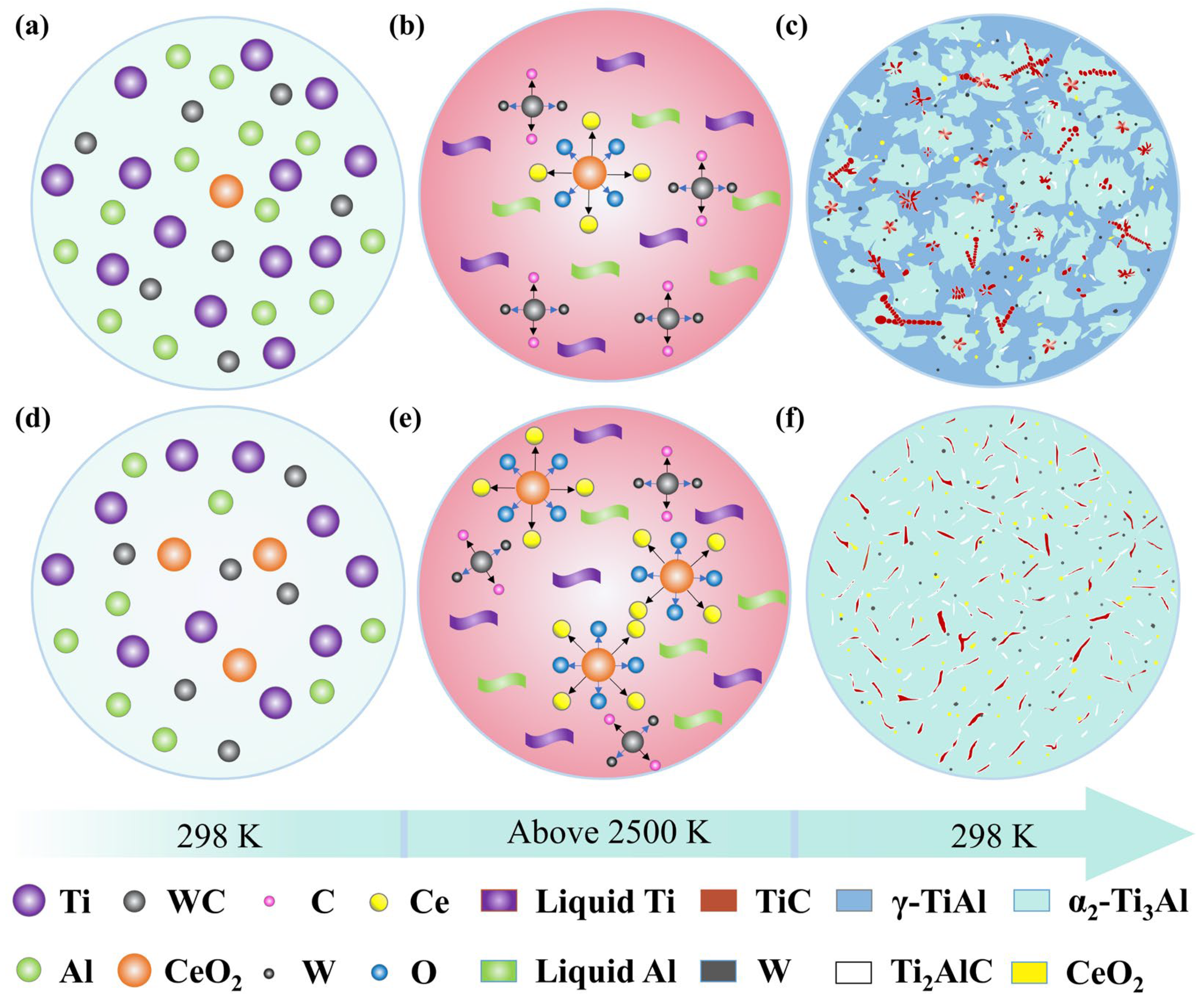
- The addition of CeO2 content has no influential change on the phase composition structure of composite coatings, which were composed of Ti2AlC, α2-Ti3Al, γ-TiAl, TiC, and CeO2 phases, along with a minor amount of β-Ti.
- (2)
- The TiC/Ti2AlC core-shell reinforcement phase can be in situ synthesized in the coating, and the addition of CeO2 content significantly influences the morphology, size, and distribution of the TiC reinforcing phase in the composite coatings. Furthermore, with the addition of CeO2, the fluidity of the molten pool is enhanced, and the microstructure refinement of composite coatings is improved.
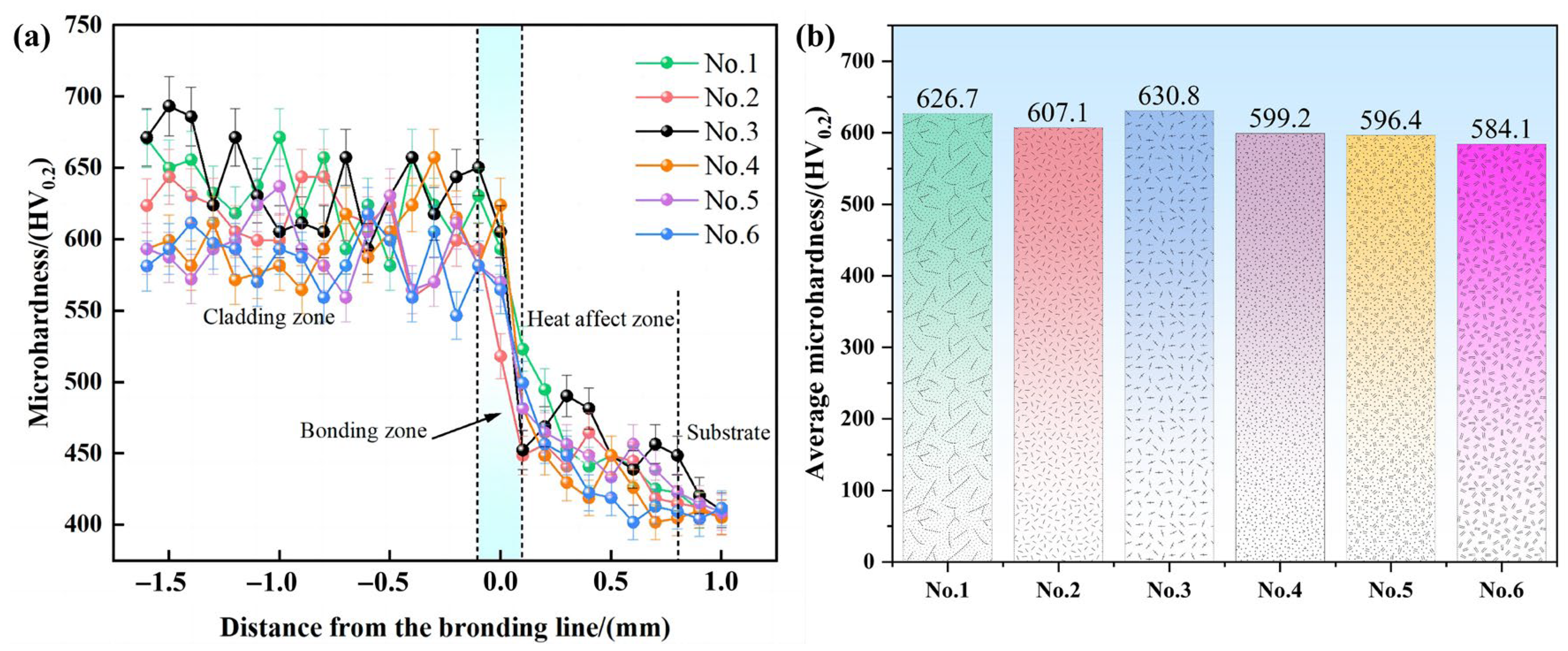
- (3)
- While the content of CeO2 is 0.6 wt.%, the microhardness reaches a maximum value of about 700 HV0.2. Compared with substrate, the average microhardness 630.8 HV0.2 has increased almost 1.6 times. When the addition of CeO2 is 0.8 wt.%, the comprehensive mechanical property is the best. The wear resistance of the TiAl/WC/CeO2 composite coatings is dramatically enhanced due to the reinforcing phases of homogeneous distribution and the fine grain strengthening and dispersion strengthening effects of CeO2, contributing directly to generate a lower friction coefficient with a small range of fluctuation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; StJohn, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef] [PubMed]
- Yao, Z.; He, M.; Yi, J.; Yang, M.; Shi, R.; Wang, C.; Zhong, Z.; Yang, T.; Wang, S.; Liu, X. High-strength titanium alloy with hierarchical-microstructure design via in-situ refinement-splitting strategy in additive manufacturing. Addit. Manuf. 2024, 80, 103969. [Google Scholar] [CrossRef]
- Li, G.; Chandra, S.; Rashid, R.A.R.; Palanisamy, S.; Ding, S. Machinability of additively manufactured titanium alloys: A comprehensive review. J. Manuf. Process. 2022, 75, 72–99. [Google Scholar] [CrossRef]
- Alipour, S.; Moridi, A.; Liou, F.; Emdadi, A. The Trajectory of Additively Manufactured Titanium Alloys with Superior Mechanical Properties and Engineered Microstructures. Addit. Manuf. 2022, 60, 103245. [Google Scholar] [CrossRef]
- Hua, K.; Ding, H.; Sun, L.; Cao, Y.; Li, X.; Wu, H.; Wang, H. Enhancing high-temperature fretting wear resistance of TC21 titanium alloys by laser cladding self-lubricating composite coatings. J. Alloys Compd. 2024, 977, 173360. [Google Scholar] [CrossRef]
- Guo, X.; Ma, M.; Zhang, S.; Wei, Z. Microstructure and wear resistance of tungsten carbide particle reinforced titanium alloy coating by WAAM. Tribol. Int. 2024, 194, 109536. [Google Scholar] [CrossRef]
- Bai, H.; Zhong, L.; Kang, L.; Liu, J.; Zhuang, W.; Lv, Z.; Xu, Y. A review on wear-resistant coating with high hardness and high toughness on the surface of titanium alloy. J. Alloys Compd. 2021, 882, 160645. [Google Scholar] [CrossRef]
- Gao, K.; Zhang, Y.; Yi, J.; Dong, F.; Chen, P. Overview of Surface Modification Techniques for Titanium Alloys in Modern Material Science: A Comprehensive Analysis. Coatings 2024, 14, 148. [Google Scholar] [CrossRef]
- Tian, N.; Guan, J.; Zhang, C.; Lyu, P.; Peng, C.; Cai, J.; Guan, Q. Influence of high-current pulsed electron beam irradiation on element diffusion behavior and mechanical properties of TC4/304 stainless steel diffusion bonded joints. Mater. Charact. 2023, 198, 112713. [Google Scholar] [CrossRef]
- Garcia, M.A.; Gago, R.; Arroyo-Hernández, M.; De Laorden, E.H.; Iglesias, M.; Esteban-Mendoza, D.; Cuerno, R.; Rickards, J. Texturization of polycrystalline titanium surfaces after low-energy ion-beam irradiation: Impact on biocompatibility. Surf. Coat. Technol. 2023, 458, 129363. [Google Scholar] [CrossRef]
- Sinyakova, E.A.; Panin, A.V.; Perevalova, O.B.; Shugurov, A.R.; Kalashnikov, M.P.; Teresov, D. The effect of phase transformations on the recovery of pulsed electron beam irradiated Ti-6Al-4V titanium alloy during scratching. J. Alloys Compd. 2019, 795, 275–283. [Google Scholar] [CrossRef]
- Qiu, L.; Chen, H.; Zeng, F.; Zhou, S.; Ye, Y.; Cheng, W.; Zhong, Z.; Du, Y. Microstructure, mechanical properties and cutting performance of super-hard Ti(B,C,N) coatings prepared by chemical vapor deposition method. Surf. Coat. Technol. 2024, 480, 130599. [Google Scholar] [CrossRef]
- Koshuro, V.; Fomina, M.; Zakharevich, A.; Fomin, A. Superhard Ta–O–N coatings produced on titanium using induction physical vapor deposition. Ceram. Int. 2022, 48, 19467–19483. [Google Scholar] [CrossRef]
- Yu, H.; Liang, W.; Miao, Q.; Yin, M.; Chen, H.; Yao, W.; Sun, Y.; Zang, K.; Gao, X.; Song, Y. Microstructure and wear behavior of (ZrTaNb)C/N quaternary ceramic coatings prepared by double-cathode glow plasma surface alloying on titanium alloy. Wear 2023, 523, 204789. [Google Scholar] [CrossRef]
- Wang, X.; Yang, Y.; Zhao, Y.; Zhang, X.; Wang, Y.; Tian, W. Effects of B4C particle size and content on microstructure and properties of in-situ TiB2-TiC composite coatings prepared by plasma spraying. Surf. Coat. Technol. 2023, 459, 129273. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, D.; Wang, L.; Zhang, L.; Liu, J.; Tang, Y.; Fu, Y.; Lu, W. Surface modification and twinning behavior in gradient graphene-based TiC/Ti6Al4V composite. Appl. Surf. Sci. 2022, 583, 152495. [Google Scholar] [CrossRef]
- Zhang, H.; Cui, H.; Man, C.; Liu, F.; Pang, K.; Ma, G.; Chen, H.; Cui, Z. The tribocorrosion resistance of TiN+TiB/TC4 composite coatings and the synergistic strengthening effects of multi-level reinforcements. Corros. Sci. 2023, 219, 111224. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Chen, C. Microstructure and properties of Ni-Ti based gradient laser cladding layer of Ti6Al4V alloy by laser powder bed fusion. Addit. Manuf. 2024, 79, 103906. [Google Scholar] [CrossRef]
- Zhang, H.; Pan, Y.; Zhang, Y.; Lian, G.; Cao, Q.; Que, L. Microstructure, toughness, and tribological properties of laser cladded Mo2FeB2-based composite coating with in situ synthesized WC and La2O3 addition. Surf. Coat. Technol. 2022, 449, 128947. [Google Scholar] [CrossRef]
- Tan, C.Y.; Wen, C.; Ang, H.Q. Influence of laser parameters on the microstructures and surface properties in laser surface modification of biomedical magnesium alloys. J. Magnes. Alloys 2024, 12, 72–97. [Google Scholar] [CrossRef]
- Shen, Z.; Su, H.; Yu, M.; Guo, Y.; Liu, Y.; Zhao, D.; Jiang, H.; Yang, P.; Yang, M.; Zhang, Z.; et al. Large-size complex-structure ternary eutectic ceramic fabricated using laser powder bed fusion assisted with finite element analysis. Addit. Manuf. 2023, 72, 103627. [Google Scholar]
- He, S.; Yao, C.; Shin, K.-Y.; Park, S.; Shim, D. Microstructure and wear behaviors of a WC10%-Ni60AA cermet coating synthesized by laser-directed energy deposition. Surf. Coat. Technol. 2024, 478, 130393. [Google Scholar] [CrossRef]
- Genc, O.; Unal, R. Development of gamma titanium aluminide (γ-TiAl) alloys: A review. J. Alloys Compd. 2022, 929, 167262. [Google Scholar] [CrossRef]
- Fan, T. The influence of induction-assisted milling on the machining characteristics and surface integrity of γ-TiAl alloys. J. Manuf. Process. 2024, 118, 215–227. [Google Scholar] [CrossRef]
- Pan, Y.; Han, D.; Huang, S.; Niu, Y.; Liang, B.; Zheng, X. Thermal insulation performance and thermal shock resistance of plasma-sprayed TiAlCrY/Gd2Zr2O7 thermal barrier coating on γ-TiAl alloy. Surf. Coat. Technol. 2023, 468, 129715. [Google Scholar] [CrossRef]
- Qi, C.; Zhan, X.; Gao, Q.; Liu, L.; Song, Y.; Li, Y. The influence of the pre-placed powder layers on the morphology, microscopic characteristics and microhardness of Ti-6Al-4V/WC MMC coatings during laser cladding. Opt. Laser Technol. 2019, 119, 105572. [Google Scholar] [CrossRef]
- Li, Z.; Xie, D.; Liu, Y.; Lv, F.; Zhou, K.; Jiao, C.; Gao, X.; Wang, D.; Liu, Y.; Zu, H.; et al. Effect of WC on the microstructure and mechanical properties of laser-clad AlCoCrFeNi2.1 eutectic high-entropy alloy composite coatings. J. Alloys Compd. 2024, 976, 173219. [Google Scholar] [CrossRef]
- You, A.; Wang, N.; Chen, Y.; Jiang, C.; Zhang, Y.; Zhao, Q.; Shi, Y.; Li, Y.; Zhang, F.; Zhao, Y. Effect of linear energy density on microstructure and wear resistance of WC-Co-Cr composite coating by laser cladding. Surf. Coat. Technol. 2023, 454, 129185. [Google Scholar] [CrossRef]
- Yang, X.; Wang, L.; Gao, Z.; Wang, Q.; Du, M.; Zhan, X. WC distribution, microstructure evolution mechanism and microhardness of a developed Ti-6Al-4 V/WC MMC coating fabricated by laser cladding. Opt. Laser Technol. 2022, 153, 108232. [Google Scholar] [CrossRef]
- Yang, C.; Jing, C.; Fu, T.; Lin, T.; Guo, W.; Liu, N. Effect of CeO2 on the microstructure and properties of AlCoCrFeNi2.1 laser cladding coatings. J. Alloys Compd. 2024, 976, 172948. [Google Scholar] [CrossRef]
- Murmu, A.M.; Parida, S.K.; Das, A.K.; Kumar, S. Evaluation of laser cladding of Ti6Al4V-ZrO2-CeO2 composite coating on Ti6Al4V alloy substrate. Surf. Coat. Technol. 2023, 473, 129988. [Google Scholar] [CrossRef]
- Su, Z.; Li, J.; Shi, Y.; Zhang, Z.; Wang, X.; Hou, G. Effect of Y2O3 addition on the organization and tribological properties of Ni60A/Cr3C2 composite coatings obtained by laser-cladding. Ceram. Int. 2024, 50, 17261–17273. [Google Scholar] [CrossRef]
- Xing, S.; Zhu, W.; You, S.; Yu, W.; Jiang, C.; Ji, V. Investigation on microstructure and tribological performances of electrodeposited Ni-W-Y2O3 composite coatings. J. Alloys Compd. 2023, 965, 171397. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, W.; Liu, W.; Liu, C.; Geng, J.; Wang, H.; Bian, H. Effect of Sm2O3 particles on microstructure and properties of FeCoNiCrMn composite coating by laser cladding. Mater. Chem. Phys. 2024, 317, 129168. [Google Scholar] [CrossRef]
- Cheng, X.; He, Y.; Song, R.; Li, H.; Liu, B.; Zhou, H.; Yan, L. Study of mechanical character and corrosion properties of La2O3 nanoparticle reinforced Ni-W composite coatings. Colloids Surf. A 2022, 652, 129799. [Google Scholar] [CrossRef]
- Fan, Y.; Chen, F.; Cao, S.; Hu, Y.; Xie, R.; Yang, Y. Effect of interlayer coating La2O3 particles on arc behavior and microstructure of wire arc additive manufacturing Al-Si alloy deposition. J. Manuf. Process. 2023, 101, 943–958. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, F.; Zhang, H.; Zhang, T.; Wang, H.; Xu, Y.; Ma, Q. Influence of CeO2 addition on forming quality and microstructure of TiC -reinforced CrTi4-based laser cladding composite coating. Mater. Charact. 2021, 171, 110732. [Google Scholar] [CrossRef]
- He, R. A novel approach to regulate the microstructure of laser-clad FeCrNiMnAl high entropy alloy via CeO2 nanoparticles. Coat. Technol. 2023, 473, 130026. [Google Scholar] [CrossRef]
- Zheng, C.; Huang, K.; Mi, T.; Li, M.; Li, S.; Yi, X. Impact of CeO2 modification on the quality and wear performance of Al2O3/SiC reinforced metal-based coatings. Mater. Charact. 2024, 208, 113641. [Google Scholar] [CrossRef]
- Li, S.; Huang, K.; Zhang, Z.; Zheng, C.; Li, M.; Wang, L.; Wu, K.; Tan, H.; Yi, X. Wear mechanisms and micro-evaluation of WC + TiC particle-reinforced Ni-based composite coatings fabricated by laser cladding. Mater. Charact. 2023, 197, 112699. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, L.; Yang, X.; Zhang, T.; Sun, R. Optimization of microstructure and properties of composite coatings by laser cladding on titanium alloy. Ceram. Int. 2021, 47, 2230–2243. [Google Scholar] [CrossRef]
- Shu, D.; Dai, S.; Wang, G.; Si, W.; Xiao, P.; Cui, X.; Chen, X. Influence of CeO2 content on WC morphology and mechanical properties of WC/Ni matrix composites coating prepared by laser in-situ synthesis method. J. Mater. Res. Technol. 2020, 9, 11111–11120. [Google Scholar] [CrossRef]
- Yang, R.; Tian, Y.; Huang, N.; Lu, P.; Chen, H.; Li, H.; Chen, X. Effects of CeO2 addition on microstructure and cavitation erosion resistance of laser-processed Ni-WC composites. Mater. Lett. 2022, 311, 131583. [Google Scholar] [CrossRef]
- Chen, H.; Lu, Y.; Wu, K.; Wang, X.; Liu, D. Effect of WC addition on TiC reinforced Fe matrix composites produced by laser deposition. Surf. Coat. Technol. 2022, 434, 128185. [Google Scholar] [CrossRef]
- Hu, Z.; Li, Y.; Lu, B.; Tan, N.; Cai, L.; Yong, Q. Effect of WC content on microstructure and properties of high-speed laser cladding Ni-based coating. Opt. Laser Technol. 2022, 155, 108449. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, F.; Yan, S.; Yu, G.; He, J.; Yin, F. Effect of Ti content and annealing on microstructure and mechanical performance of plasma sprayed Ti–Al–C based composite coatings. Vacuum 2023, 209, 111817. [Google Scholar] [CrossRef]
- Jianing, L.; Chuanzhong, C.; Cuifang, Z. Effect of nano-CeO2 on microstructure properties of TiC/TiN+nTi(CN) reinforced composite coating. Bull. Mater. Sci. 2012, 35, 399–404. [Google Scholar] [CrossRef]
- Tian, Y.; Xiao, H.; Ren, L.; Feng, J.; Xiao, Y.; Chen, N.; Zhou, X. A new strategy to fabricate Ti2AlC MAX coatings by the two-step laser method. Surf. Coat. Technol. 2022, 448, 128944. [Google Scholar] [CrossRef]
- Tran, H.-S.; Tchuindjang, J.T.; Paydas, H.; Mertens, A.; Jardin, R.T.; Duchêne, L.; Carrus, R.; Lecomte-Beckers, J.; Habraken, A.M. 3D thermal finite element analysis of laser cladding processed Ti-6Al-4V part with microstructural correlations. Mater. Des. 2017, 128, 130–142. [Google Scholar] [CrossRef]
- Liu, Y.; Wu, Z.; Liu, W.; Ma, Y.; Zhang, X.; Zhao, L.; Yang, K.; Chen, Y.; Cai, Q.; Song, Y.; et al. Microstructure evolution and reaction mechanism of continuously compositionally Ti/Al intermetallic graded material fabricated by laser powder deposition. J. Mater. Res. Technol. 2022, 20, 4173–4185. [Google Scholar] [CrossRef]
- Jiang, C.; Zhang, J.; Chen, Y.; Hou, Z.; Zhao, Q.; Li, Y.; Zhu, L.; Zhang, F.; Zhao, Y. On enhancing wear resistance of titanium alloys by laser cladded WC-Co composite coatings. Int. J. Refract. Met. Hard Mater. 2022, 107, 105902. [Google Scholar] [CrossRef]
- Wei, T.; Xiaoyu, H.; Peng, L.; Dejun, K. Effect of in-situ grown TiC on microstructure and tribological performance of laser cladded NiCrAl-40%WC coating by addition of Ti. Opt. Laser Technol. 2022, 156, 108541. [Google Scholar] [CrossRef]
- Li, J.; Shao, H.; Liu, T.; Zhang, K.; Yan, Z.; Liao, W. Preparation of Ti2AlC through in-situ selective laser forming and reaction sintering. Ceram. Int. 2021, 47, 22356–22364. [Google Scholar] [CrossRef]
- Školáková, A.; Leitner, J.; Salvetr, P.; Novák, P.; Deduytsche, D.; Kopeček, J.; Detavernier, C.; Vojtěch, D. Kinetic and thermodynamic description of intermediary phases formation in Ti–Al system during reactive sintering. Mater. Chem. Phys. 2019, 230, 122–130. [Google Scholar] [CrossRef]
- Sui, X.; Lu, J.; Hu, J.; Zhang, W. Effect of specific energy on microstructure and properties of laser cladded TiN/Ti3AlN-Ti3Al composite coating. Opt. Laser Technol. 2020, 131, 106428. [Google Scholar] [CrossRef]
- Zhang, M.; Li, M.; Chi, J.; Wang, S.; Yang, S.; Yang, J.; Wei, Y. Effect of Ti on microstructure characteristics, carbide precipitation mechanism and tribological behavior of different WC types reinforced Ni-based gradient coating. Surf. Coat. Technol. 2019, 374, 645–655. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Ti-Al | WC | CeO2 |
|---|---|---|---|
| No.1 | 79.8 | 20 | 0.2 |
| No.2 | 79.6 | 20 | 0.4 |
| No.3 | 79.4 | 20 | 0.6 |
| No.4 | 79.2 | 20 | 0.8 |
| No.5 | 79.0 | 20 | 1.0 |
| No.6 | 78.0 | 20 | 2.0 |
| Zones | Ti | Al | C | W | Ce | O | Possible Phase |
|---|---|---|---|---|---|---|---|
| Point 1 | 16.46 | 16.48 | 39.11 | 0.50 | 5.41 | 22.04 | CeO2 |
| Point 2 | 28.89 | 19.71 | 50.39 | 1.01 | - | - | γ-TiAl |
| Point 3 | 26.08 | 10.44 | 51.52 | 0.64 | 0.07 | 11.25 | TiC |
| Point 4 | 30.43 | 20.23 | 47.98 | 1.36 | - | - | (α2 + γ) |
| Point 5 | 37.54 | 9.79 | 51.95 | 0.72 | - | - | TiC |
| Point 6 | 11.66 | 13.39 | 42.69 | 0.74 | 8.02 | 23.51 | CeO2 |
| Specimen | Coating Width W1/μm | Coating Height H/μm | TC21 Substrate Melting Depth D/μm | Dilution Rate η/% |
|---|---|---|---|---|
| No.1 | 4743.81 | 661.16 | 183.88 | 21.76 |
| No.2 | 4440.07 | 606.74 | 239.70 | 28.32 |
| No.3 | 4296.48 | 801.51 | 326.63 | 28.95 |
| No.4 | 4268.29 | 902.44 | 480.49 | 34.74 |
| No.5 | 3784.31 | 791.67 | 779.41 | 49.61 |
| No.6 | 3699.47 | 944.15 | 1164.89 | 55.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sui, X.; Weng, Y.; Zhang, L.; Lu, J.; Huang, X.; Long, F.; Zhang, W. Uncovering the Effect of CeO2 on the Microstructure and Properties of TiAl/WC Coatings on Titanium Alloy. Coatings 2024, 14, 543. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings14050543
Sui X, Weng Y, Zhang L, Lu J, Huang X, Long F, Zhang W. Uncovering the Effect of CeO2 on the Microstructure and Properties of TiAl/WC Coatings on Titanium Alloy. Coatings. 2024; 14(5):543. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings14050543
Chicago/Turabian StyleSui, Xinmeng, Yitao Weng, Lin Zhang, Jian Lu, Xiangbiao Huang, Fuquan Long, and Weiping Zhang. 2024. "Uncovering the Effect of CeO2 on the Microstructure and Properties of TiAl/WC Coatings on Titanium Alloy" Coatings 14, no. 5: 543. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings14050543