
Fabrication of Ordered Macropore Arrays in n-Type Silicon Wafer by Anodic Etching Using Double-Tank Electrochemical Cell



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Effect of Wafer Thickness
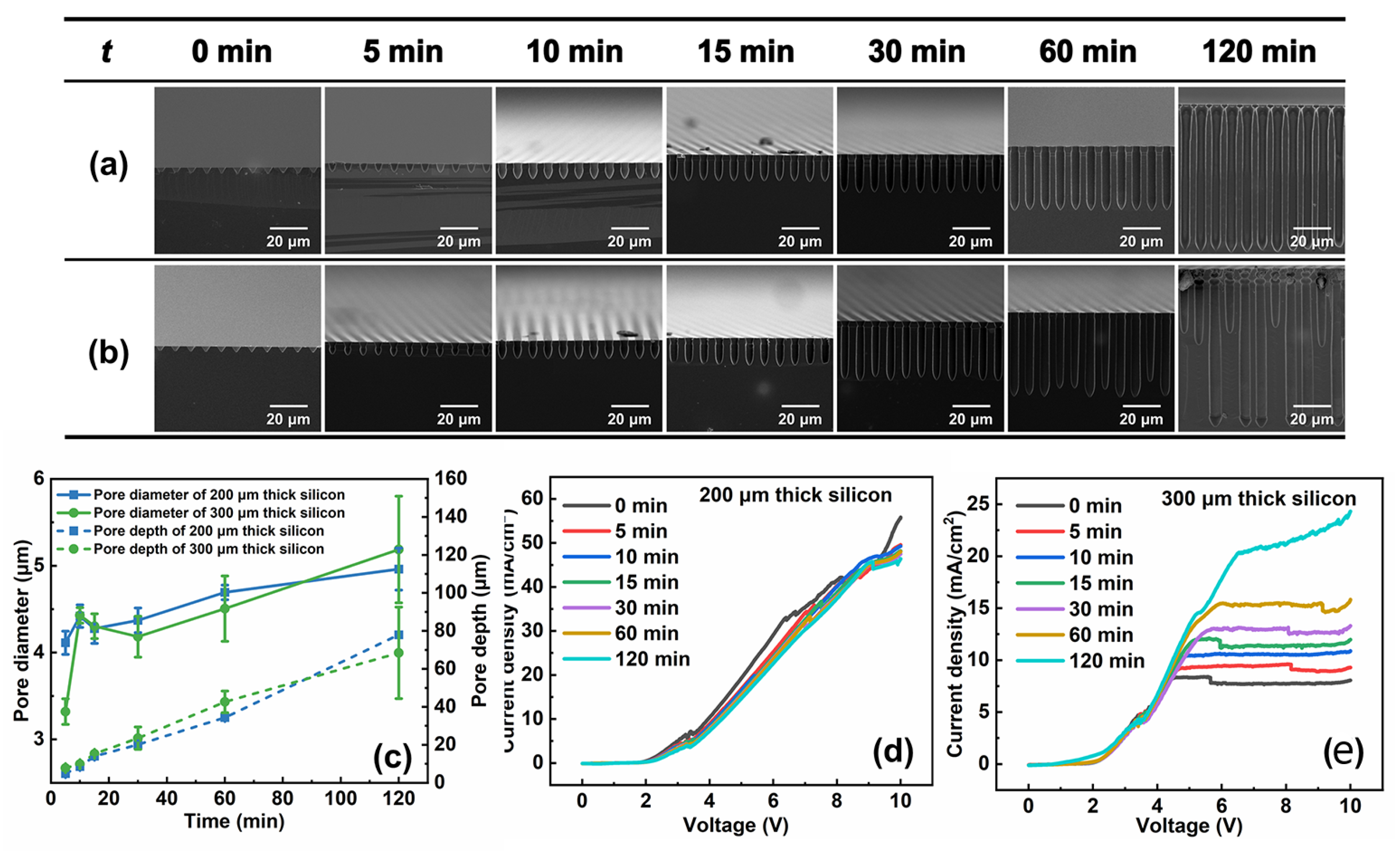
3.2. Effect of Etching Time
3.3. Effect of Etching Voltage
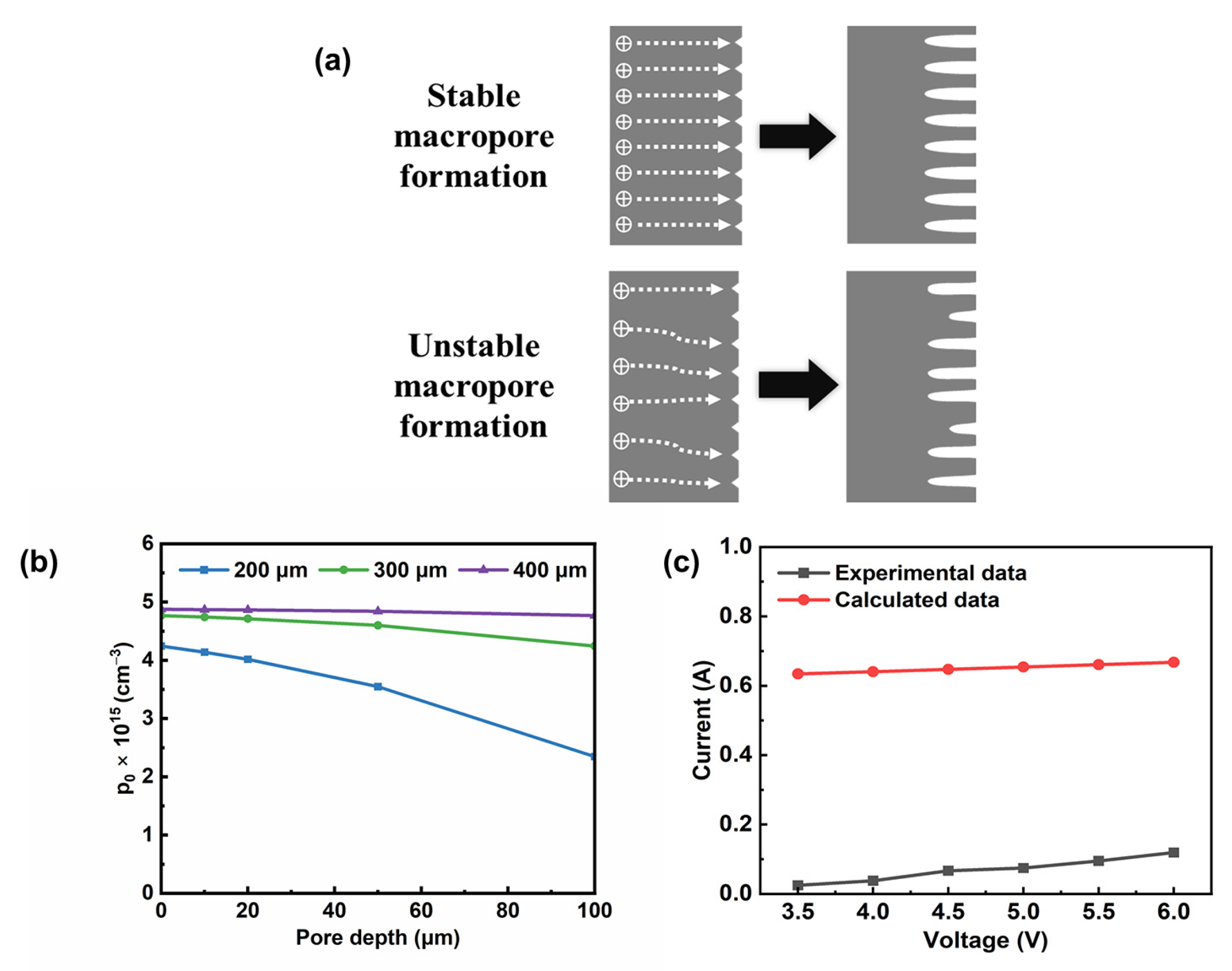
3.4. Stability Analysis on Minority Carrier Transport Model
4. Conclusions
- (1)
- Wafer thickness has a large effect on the backside hole concentration for stable macropores etching in n-type silicon. Decreasing wafer thickness can reduce hole concentration for stable macropore array formation.
- (2)
- Increasing voltage can promote hole transportation to obtain a higher etching current and etching rate.
- (3)
- Homogeneous macropore arrays with an aspect ratio of 19 were fabricated in 200 μm thick n-type silicon at 4.5 V by double-tank electrochemical etching.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Theunissen, M.J.J. Etch Channel Formation during Anodic Dissolution of N-Type Silicon in Aqueous Hydrofluoric Acid. J. Electrochem. Soc. 1972, 119, 351–360. [Google Scholar] [CrossRef]
- Abd-Elnaiem, A.M.; Mohamed, Z.E.A.; Elshahat, S.; Almokhtar, M.; Norek, M. Recent Progress in the Fabrication of Photonic Crystals Based on Porous Anodic Materials. Energies 2023, 16, 4032. [Google Scholar] [CrossRef]
- M’hammedi, K.; Gabouze, N. The Influence of Preparation Parameters on Structural and Optical Properties of N-Type Porous Silicon. J. Mod. Mater. 2023, 10, 3–10. [Google Scholar] [CrossRef]
- Pacholski, C. Photonic Crystal Sensors Based on Porous Silicon. Sensors 2013, 13, 4694–4713. [Google Scholar] [CrossRef] [PubMed]
- Birner, A.; Wehrspohn, R.B.; Gösele, U.M.; Busch, K. Silicon-Based Photonic Crystals. Adv. Mater. 2001, 13, 377–388. [Google Scholar] [CrossRef]
- Grüning, U.; Lehmann, V.; Engelhardt, C.M. Two-dimensional Infrared Photonic Band Gap Structure Based on Porous Silicon. Appl. Phys. Lett. 1995, 66, 3254–3256. [Google Scholar] [CrossRef]
- Aabdin, Z.; Ghosh, T.; Pacco, A.; Raj, S.; Do, H.T.B.; Saidov, K.; Weei, T.W.; Anand, U.; Král, P.; Holsteyns, F.; et al. Controlling the Wet-Etch Directionality in Nanostructured Silicon. ACS Appl. Electron. Mater. 2022, 4, 5191–5198. [Google Scholar] [CrossRef]
- Rodriguez, A.; Vega, D.; Najar, R.; Pina, M. Novel Electronic Devices in Macroporous Silicon: Design of FET Transistors for Power Applications. IEEE Trans. Electron Devices 2011, 58, 3065–3071. [Google Scholar] [CrossRef]
- Mebed, A.M.; De Malsche, W.; Abd-Elnaiem, A.M. Fabrication, Boron Leaching, and Electrochemical Impedance Spectroscopy of Nanoporous P-Type Silicon. Silicon 2022, 14, 5691–5701. [Google Scholar] [CrossRef]
- Strambini, L.; Paghi, A.; Mariani, S.; Sood, A.; Kalliomäki, J.; Järvinen, P.; Toia, F.; Scurati, M.; Morelli, M.; Lamperti, A.; et al. Three-Dimensional Silicon-Integrated Capacitor with Unprecedented Areal Capacitance for on-Chip Energy Storage. Nano Energy 2020, 68, 104281. [Google Scholar] [CrossRef]
- Mu, J.L.; Chou, X.J.; Ma, Z.M.; He, J.; Xiong, J.J. High-Performance MIM Capacitors for a Secondary Power Supply Application. Micromachines 2018, 9, 69. [Google Scholar] [CrossRef] [PubMed]
- Vega, D.; Reina, J.; Pavón, R.; Rodríguez, A. High-Density Capacitor Devices Based on Macroporous Silicon and Metal Electroplating. IEEE Trans. Electron Devices 2014, 61, 116–122. [Google Scholar] [CrossRef]
- Artillan, P.; Brunet, M.; Bourrier, D.; Laur, J.; Mauran, N.; Bary, L.; Dilhan, M.; Estibals, B.; Alonso, C.; Sanchez, J.-L. Integrated LC Filter on Silicon for DC–DC Converter Applications. IEEE Trans. Power Electron. 2011, 26, 2319–2325. [Google Scholar] [CrossRef]
- Klootwijk, J.H.; Jinesh, K.B.; Dekkers, W.; Verhoeven, J.F. Ultrahigh Capacitance Density for Multiple ALD-Grown MIM Capacitor Stacks in 3-D Silicon. IEEE Electron Device Lett. 2008, 29, 740–742. [Google Scholar] [CrossRef]
- Matthias, S.; Schilling, J.; Nielsch, K.; MüLLER, F.; Wehrspohn, R.; Gösele, U. Monodisperse Diameter-Modulated Gold Microwires. Adv. Mater. 2002, 14, 1618–1621. [Google Scholar] [CrossRef]
- Khan, N.; Rao, V.S.; Lim, S.; We, H.S.; Lee, V.; Zhang, X.; Liao, E.B.; Nagarajan, R.; Chai, T.C.; Kripesh, V.; et al. Development of 3-D Silicon Module with TSV for System in Packaging. IEEE Trans. Compon. Packag. Technol. 2010, 33, 3–9. [Google Scholar] [CrossRef]
- Defforge, T.; Coudron, L.; Ménard, O.; Grimal, V.; Gautier, G.; Tran-Van, F. Copper Electrodeposition into Macroporous Silicon Arrays for through Silicon via Applications. Microelectron. Eng. 2013, 106, 160–163. [Google Scholar] [CrossRef]
- Rajaraman, S.; Henderson, H.T. A Unique Fabrication Approach for Microneedles Using Coherent Porous Silicon Technology. Sens. Actuator B Chem. 2005, 105, 443–448. [Google Scholar] [CrossRef]
- Rodriguez, A.; Molinero, D.; Valera, E.; Trifonov, T.; Marsal, L.F.; Pallarès, J.; Alcubilla, R. Fabrication of Silicon Oxide Microneedles from Macroporous Silicon. Sens. Actuator B Chem. 2005, 109, 135–140. [Google Scholar] [CrossRef]
- Ohigashi, R.; Tsuchiya, K.; Mita, Y.; Fujita, H. Electric Ejection of Viscous Inks from MEMS Capillary Array Head for Direct Drawing of Fine Patterns. J. Microelectromech. Syst. 2008, 17, 272–277. [Google Scholar] [CrossRef]
- Strambini, L.M.; Longo, A.; Diligenti, A.; Barillaro, G. A Minimally Invasive Microchip for Transdermal Injection/Sampling Applications. Lab Chip 2012, 12, 3370–3379. [Google Scholar] [CrossRef] [PubMed]
- Matthias, S.; Müller, F. Asymmetric Pores in a Silicon Membrane Acting as Massively Parallel Brownian Ratchets. Nature 2003, 424, 53–57. [Google Scholar] [CrossRef] [PubMed]
- Pagonis, D.N.; Nassiopoulou, A.G. Free-Standing Macroporous Silicon Membranes over a Large Cavity for Filtering and Lab-on-Chip Applications. Microelectron. Eng. 2006, 83, 1421–1425. [Google Scholar] [CrossRef]
- Zacharatos, F.; Nassiopoulou, A.G. Copper-Filled Macroporous Si and Cavity underneath for Microchannel Heat Sink Technology. Phys. Status Solidi A Appl. Mater. 2008, 205, 2513–2517. [Google Scholar] [CrossRef]
- Fan, X.-Q.; Jiang, Y.; Zhan, C.-Y.; Zou, Y.; Wu, J.-C.; Huang, N.K. Effect of Electrochemical Etching Current on Prepared Perforated Silicon Structures for Neutron Detectors. Front. Mater. Sci. 2013, 7, 96–101. [Google Scholar] [CrossRef]
- Zhan, C.-Y.; Zou, Y.; Jiang, W.; Fan, X.-Q.; Jiang, Y.; Feng, Q.-J.; Li, X.-L.; Sun, H.; Wu, J.-C. Study of Electrical Current Reconstruction on Macropore Arrays Etched Electrochemically on Lightly-Doped n-Si. Appl. Surf. Sci. 2016, 362, 538–544. [Google Scholar] [CrossRef]
- Huff, M. Recent Advances in Reactive Ion Etching and Applications of High-Aspect-Ratio Microfabrication. Micromachines 2021, 12, 991. [Google Scholar] [CrossRef] [PubMed]
- Dinu, L.A.; Romanitan, C.; Aldrigo, M.; Parvulescu, C.; Nastase, F.; Vulpe, S.; Gavrila, R.; Varasteanu, P.; Serban, A.B.; Noumi, R.; et al. Investigation of Wet Etching Technique for Selective Patterning of Ferroelectric Zirconium-Doped Hafnium Oxide Thin Films for High-Frequency Electronic Applications. Mater. Des. 2023, 233, 112194. [Google Scholar] [CrossRef]
- Lehmann, V. The Physics of Macropore Formation in Low Doped n-Type Silicon. J. Electrochem. Soc. 1993, 140, 2836–2843. [Google Scholar] [CrossRef]
- Zhao, Z.G.; Guo, J.C.; Lei, Y.H.; Niu, H.B. Photoelectrochemical Etching of Uniform Macropore Array on Full 5-Inch Silicon Wafers. J. Semicond. 2010, 31, 076001. [Google Scholar] [CrossRef]
- Cozzi, C.; Polito, G.; Kolasinski, K.W.; Barillaro, G. Controlled Microfabrication of High-Aspect-Ratio Structures in Silicon at the Highest Etching Rates: The Role of H2O2 in the Anodic Dissolution of Silicon in Acidic Electrolytes. Adv. Funct. Mater. 2017, 27, 1604310. [Google Scholar] [CrossRef]
- Qi, R.; Yue, R.F. Electrochemically Etched Pore Array in Silicon with Large Spacing and High-Aspect-Ratio. In Proceedings of the 2008 9th International Conference on Solid-State and Integrated-Circuit Technology, Beijing, China, 20 October 2008; pp. 2424–2427. [Google Scholar]
- Ossei-Wusu, E.; Cojocaru, A.; Carstensen, J.; Leisner, M.; Föll, H. Etching Deep Macropores in N-Type Silicon in Short Times. ECS Trans. 2008, 16, 109–123. [Google Scholar] [CrossRef]
- Cojocaru, A.; Carstensen, J.; Ossei-Wusu, E.K.; Leisner, M.; Riemenschneider, O.; Föll, H. Fast Macropore Growth in N-Type Silicon. Phys. Status Solidi C 2009, 6, 1571–1574. [Google Scholar] [CrossRef]
- Defforge, T.; Diatta, M.; Valente, D.; Tran-Van, F.; Gautier, G. Role of Electrolyte Additives during Electrochemical Etching of Macropore Arrays in Low-Doped Silicon. J. Electrochem. Soc. 2013, 160, H247–H251. [Google Scholar] [CrossRef]
- Yaseen, Z.A.; Yiseen, G.A. The Influence of Anodization Time with the Electrochemical Cell Design on the Fabrication Process of Porous Silicon Nanostructures. Iraqi J. Sci. 2019, 60, 937–942. [Google Scholar] [CrossRef]
- Abramova, E.N.; Khort, A.M.; Syrov, Y.V.; Yakovenko, A.G.; Shvets, V.I. Morphology of Pores Produced in N-Si {100} by Etching in Hydrofluoric Acid Solutions. Inorg. Mater. 2016, 52, 979–984. [Google Scholar] [CrossRef]
- Li, M.; Hu, M.; Zeng, P.; Ma, S.; Yan, W.; Qin, Y. Effect of Etching Current Density on Microstructure and NH3-Sensing Properties of Porous Silicon with Intermediate-Sized Pores. Electrochim. Acta 2013, 108, 167–174. [Google Scholar] [CrossRef]
- Yuan, D.; Ci, P.; Tian, F.; Shi, J.; Xu, S.; Xin, P.; Wang, L.; Chu, P.K. Large-Size P-Type Silicon Microchannel Plates Prepared by Photoelectrochemical Etching. J. Micro-Nanopatterning Mater. Metrol.-JM3 2009, 8, 033012. [Google Scholar] [CrossRef]
- Park, J.; Yanagida, Y.; Hatsuzawa, T. Fabrication of P-Type Porous Silicon Using Double Tank Electrochemical Cell with Halogen and LED Light Sources. Sens. Actuator B Chem. 2016, 233, 136–143. [Google Scholar] [CrossRef]
- Van den Meerakker, J.E.A.M.; Elfrink, R.J.G.; Roozeboom, F.; Verhoeven, J.F.C.M. Etching of Deep Macropores in 6 in. Si Wafers. J. Electrochem. Soc. 2000, 147, 2757–2761. [Google Scholar] [CrossRef]
- Lehmann, V. Electrochemistry of Silicon: Instrumentation, Science, Materials and Applications, 1st ed.; Wiley-VCH: Weinheim, Germany, 2002; ISBN 978-3-527-29321-6. [Google Scholar]
- Lehmann, V.; Föll, H. Minority Carrier Diffusion Length Mapping in Silicon Wafers Using a Si-Electrolyte-Contact. J. Electrochem. Soc. 1988, 135, 2831–2835. [Google Scholar] [CrossRef]
- Onyshchenko, V.F.; Karachevtseva, L.A. Effective Minority Carrier Lifetime and Distribution of Steady-State Excess Minority Carriers in Macroporous Silicon. Him. Fiz. Tehnol. Poverhni. 2017, 8, 322–332. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Zhang, F.; Ma, M.; Liu, Z. Fabrication of Ordered Macropore Arrays in n-Type Silicon Wafer by Anodic Etching Using Double-Tank Electrochemical Cell. Micromachines 2024, 15, 569. https://0-doi-org.brum.beds.ac.uk/10.3390/mi15050569
Zhang J, Zhang F, Ma M, Liu Z. Fabrication of Ordered Macropore Arrays in n-Type Silicon Wafer by Anodic Etching Using Double-Tank Electrochemical Cell. Micromachines. 2024; 15(5):569. https://0-doi-org.brum.beds.ac.uk/10.3390/mi15050569
Chicago/Turabian StyleZhang, Jing, Faqiang Zhang, Mingsheng Ma, and Zhifu Liu. 2024. "Fabrication of Ordered Macropore Arrays in n-Type Silicon Wafer by Anodic Etching Using Double-Tank Electrochemical Cell" Micromachines 15, no. 5: 569. https://0-doi-org.brum.beds.ac.uk/10.3390/mi15050569