
Controlled Size Characterization Process for In-Situ TiB2 Particles from Al Matrix Composites Using Nanoparticle Size Analysis
Abstract
:1. Introduction
2. Materials and Methods
2.1. Composite Fabrication
2.2. Extraction and Drying Process for Obtaining TiB2 Particles
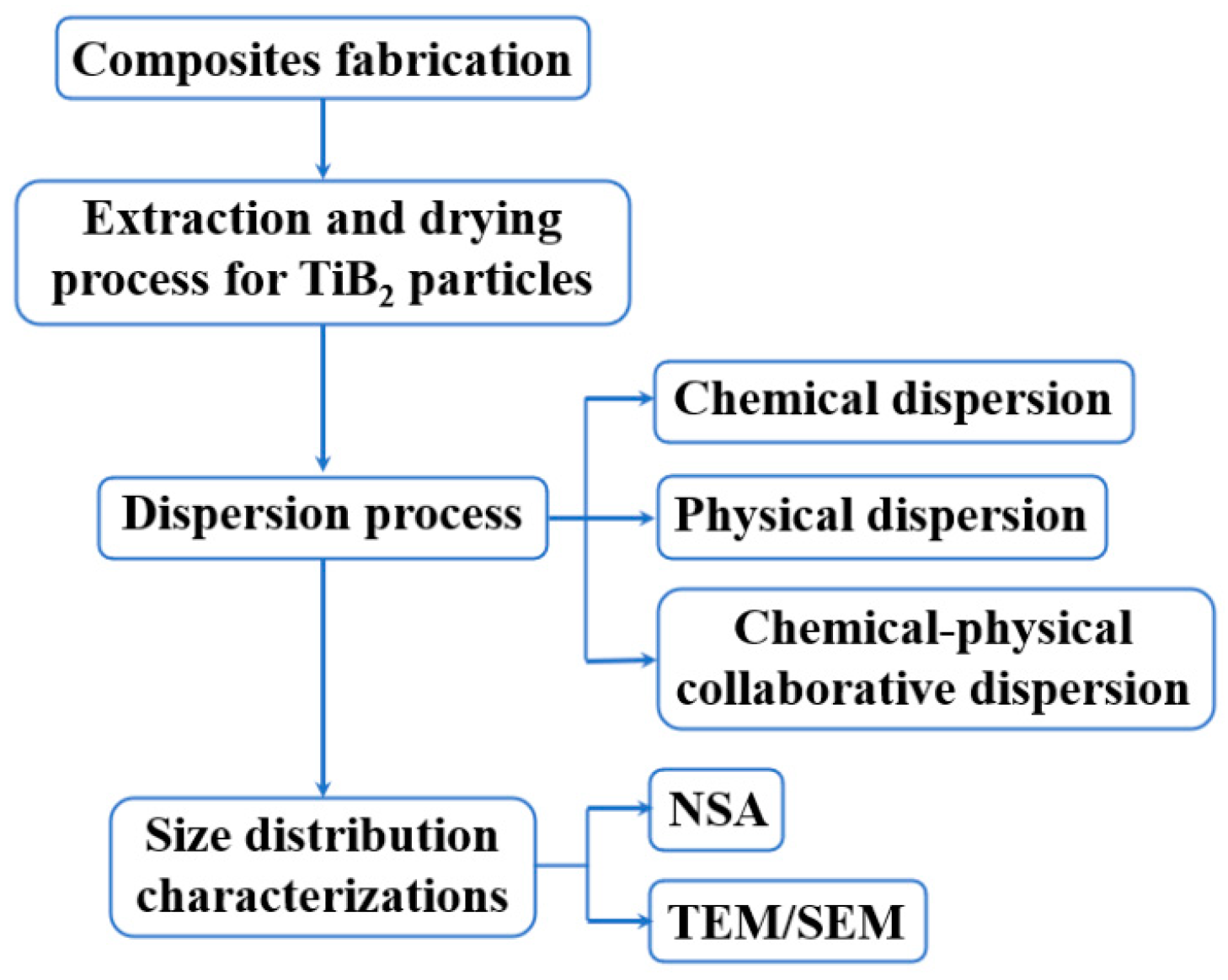
2.3. Dispersion Process of TiB2 Particles
- For chemical dispersion, the surfactant solution of a certain concentration was added to the initial TiB2 suspension and then mixed evenly using the normal ultrasound treatment (120 W). The HCl and NaOH (Sinopharm Group, China) solutions were used to adjust the pH of the suspension.
- For physical dispersion, a high-energy ultrasound treatment (300 W) was used to explore the dispersion effects of different ultrasound durations on the initial TiB2 suspensions.
2.4. Material Characterization
3. Results & Discussion
3.1. Extraction and Drying Process of TiB2 Particles
3.1.1. Extraction Process Optimization
- (1)
- Ultrasound can cause the formation, expansion, contraction, and implosion of micro gas nuclei in the liquid phase. This is also called the cavitation effect [37]. The cavitation effect of ultrasound can generate high temperature and pressure locally, which directly accelerates the rate of chemical reaction. Additionally, the formation of cavitation bubbles can promote the intensive mixing of solid and liquid, facilitating the desorption of TiB2 particles from the Al surface. Under such circumstances, a larger Al particle active surface area is exposed, and hence the reaction rate increases.
- (2)
- Magnetic stirring mainly plays a role in promoting liquid convection. Under magnetic stirring, the dispersion of TiB2 particles in the liquid phase is a dynamic process, preventing them from achieving a stable physical adsorption process on the Al surface.
3.1.2. Drying Process Optimization
- (1)
- The particle concentration of the uncontrolled suspension obtained from the extraction process is unknown, which presents difficulties to the subsequent optimization process of added surfactant concentration. In addition, NSA characterization requires a specific particle concentration range of suspension. Therefore, the drying process is necessary to obtain a certain particle concentration in the suspension.
- (2)
- There is a large difference in particle size at different positions in the uncontrolled suspension. The poor uniformity in this suspension prevents the collection of samples which reach statistical significance for particle size characterization, and hence causes statistical error in our results. Indeed, the drying process can alleviate the randomness of each sample in the experiment, and, hence, the correlated NSA result should be more statistically significant.
3.2. Chemical Dispersion Process Optimization
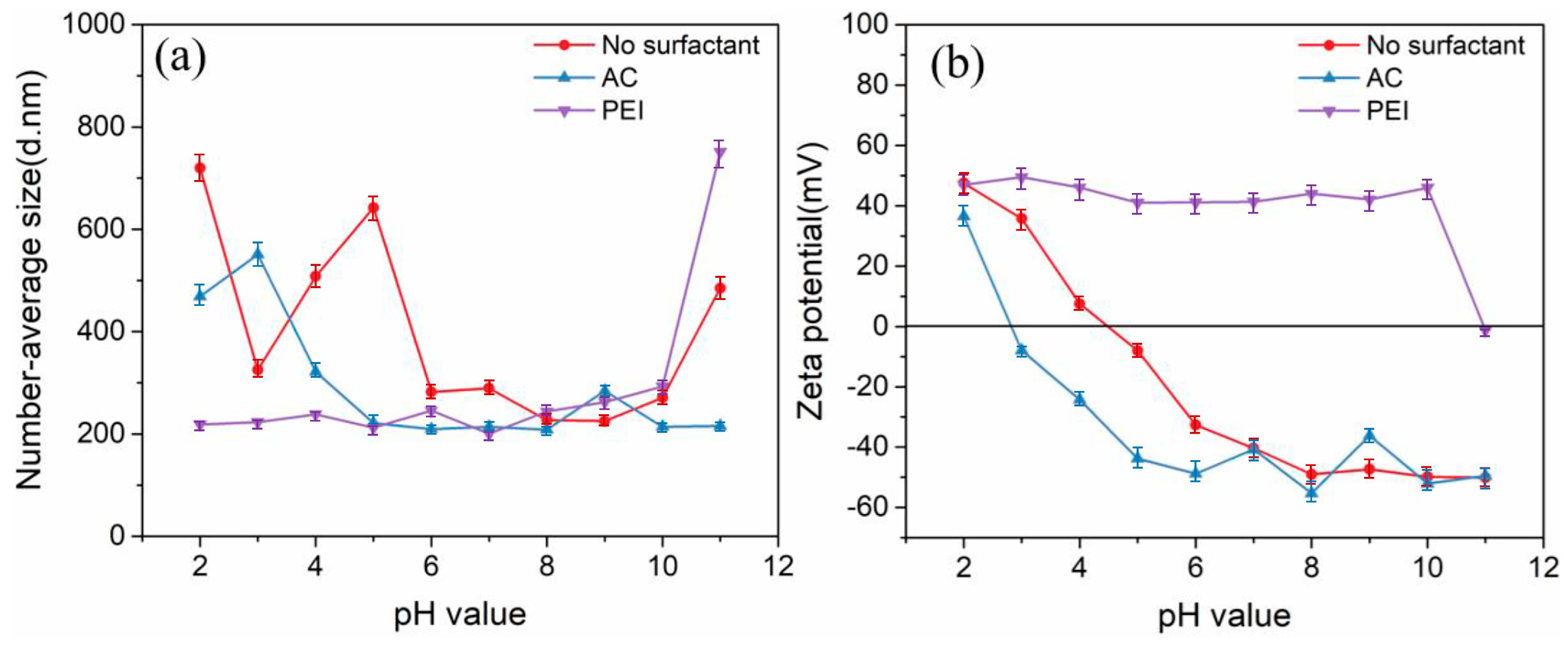
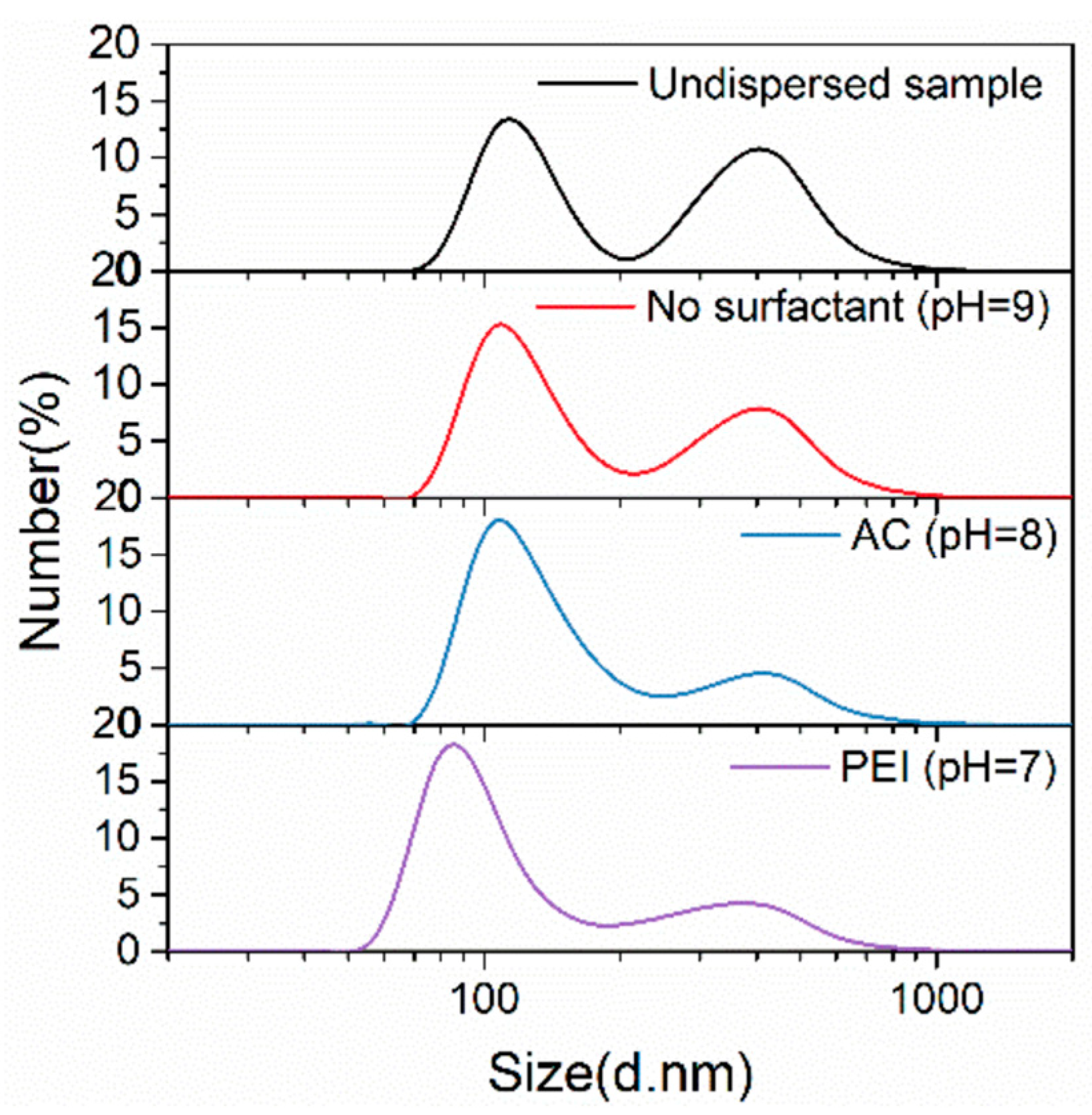
3.2.1. Optimization of Surfactant Types and Suspension pH
- (1)
- For the initial TiB2 suspension (no surfactant), the number-average diameter of TiB2 is in the range of 200–300 nm with a suspension pH range of 6–10, which shows a good dispersion state of TiB2 in related suspensions.
- (2)
- At pH values of 2/5/11, the number-average diameters of TiB2 increase sharply, which reflects serious agglomeration among TiB2 particles in the suspension.
3.2.2. Optimization of the Surfactant Molecular Weight and Concentration
- (1)
- When the PEI concentration is low in the suspension, the amount of adsorbed PEI on the TiB2 surface should be larger as the PEI concentration increases. In that case, the increased charge on the TiB2 should result in a greater electrostatic repulsion between particles, and, hence, improve the dispersion degree of TiB2 particles.
- (2)
- When the PEI concentration is too high in the suspension, owing to the entanglement between the polymer chains attached to the TiB2 particles, the tendency to agglomerate among particles should increase [41].
- (1)
- For polymers, a longer polymer chain means more charged groups in a molecule. Therefore, under the same saturated adsorption state, the surfactant with the larger molecular weight can provide more charge to the particles. Hence, the electrostatic repulsion between particles becomes greater [39]. This can also be reflected by the zeta potentials of the TiB2 particles in Table 3.
- (2)
- As the molecular weight increases, the polymer chain should be longer, which makes the charged layer of TiB2 particles thicker and provides greater steric hindrance in the dispersion of particles [42].
3.3. Physical Dispersion Process Optimization
- (1)
- At the beginning, as the duration of high-energy ultrasound application increases, more and more particle agglomerations can be dispersed, and the dispersion effect of the particles is improved.
- (2)
- As the duration of high-energy ultrasound further increases, the system energy increases and the temperature rises, which leads to more intense Brownian movement of the particles. Herein, the possibility of collision between particles and formation of agglomerations increases instead, which alleviates the dispersion degree of particles.
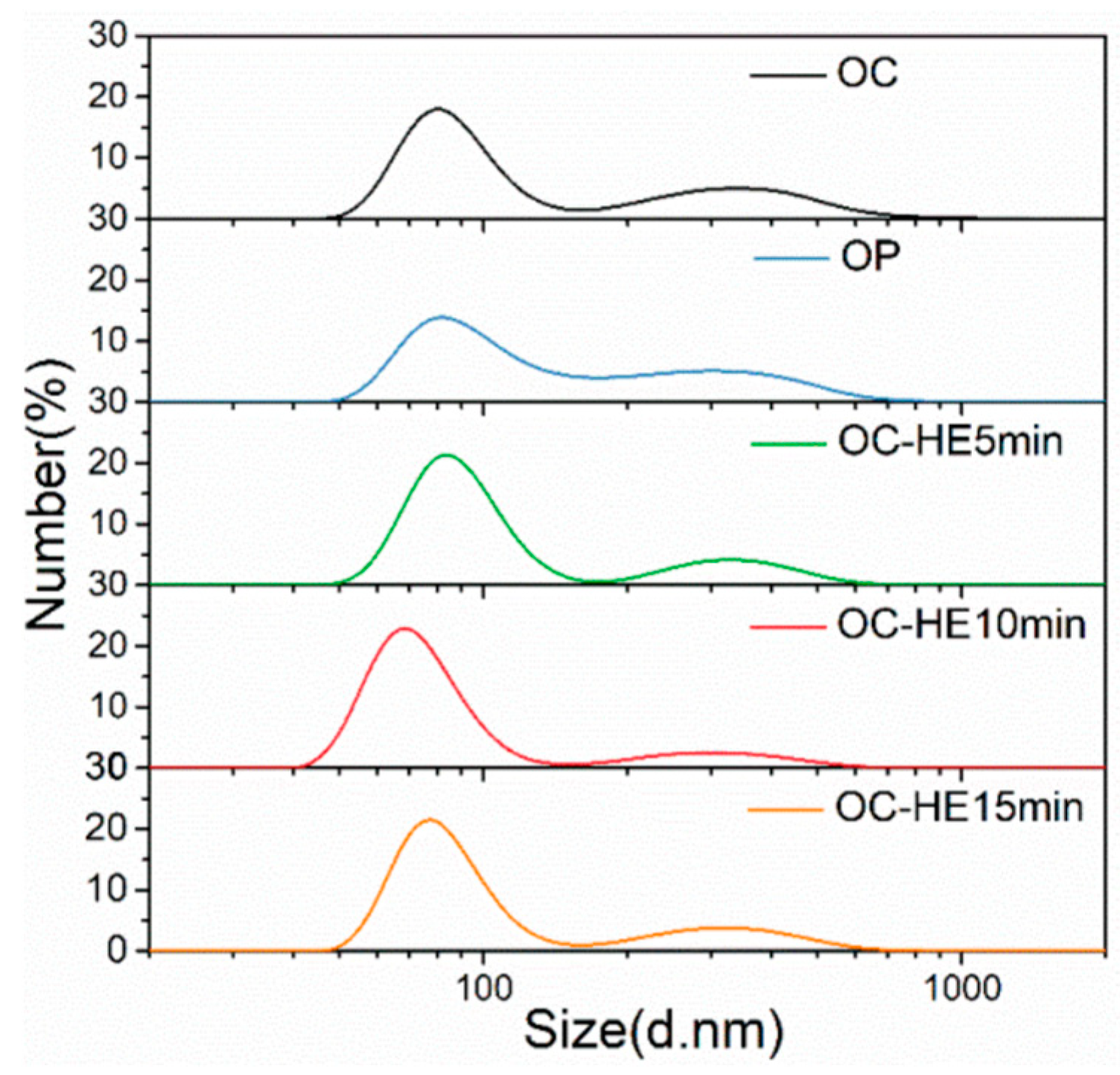
3.4. Chemical–Physical Collaborative Dispersion Process Optimization
3.5. Comparison of Different Particle Size Measurements
- (1)
- The result obtained from NSA is the hydrodynamic size of the particles, which is generally lightly larger than the actual size of the particles [44].
- (2)
- After the dispersion process, TiB2 particles may be well-dispersed but not completely dispersed in the suspension. Some of the larger-sized particle information may come from some undispersed agglomerations, which also causes the peak positions to be larger than those obtained by SEM and TEM. Therefore, further research should be performed to find a more effective cationic surfactant for chemical dispersion, or a novel treatment for the physical dispersion of TiB2 suspensions.
4. Conclusions
- (1)
- In the extraction process, the alternated applications of magnetic stirring and normal ultrasound treatment were proved to accelerate the dissolution of the Al matrix in HCl solution. Furthermore, freeze-drying was found to minimize the tendency of agglomeration among TiB2 particles during the drying process.
- (2)
- For chemical dispersion, a specified TiB2 suspension (pH = 7/PEI (M.W. 10000) with mPEI/mTiB2 = 1/15) can provide TiB2 particles with maximum electrostatic and spatial steric hindrance. The corresponding number-average diameter of TiB2 characterized by NSA is 176 ± 9 nm, which is reduced by 36.2% compared to the initial TiB2 suspension (Undispersed state).
- (3)
- For physical dispersion, the best duration of high-energy ultrasound application is found to be 10 min. The corresponding number-average diameter of TiB2 is 178 ± 9 nm, which is reduced by 35.5% compared to the initial TiB2 suspension (Undispersed state).
- (4)
- For combined chemical and physical dispersion methods, the optimal dispersion state of TiB2 particles can be achieved in the liquid phase. In this case, the number-average diameter of TiB2 characterized by NSA is 111 ± 6 nm, which is reduced by 59.8% compared to the initial TiB2 suspension (Undispersed state).
- (5)
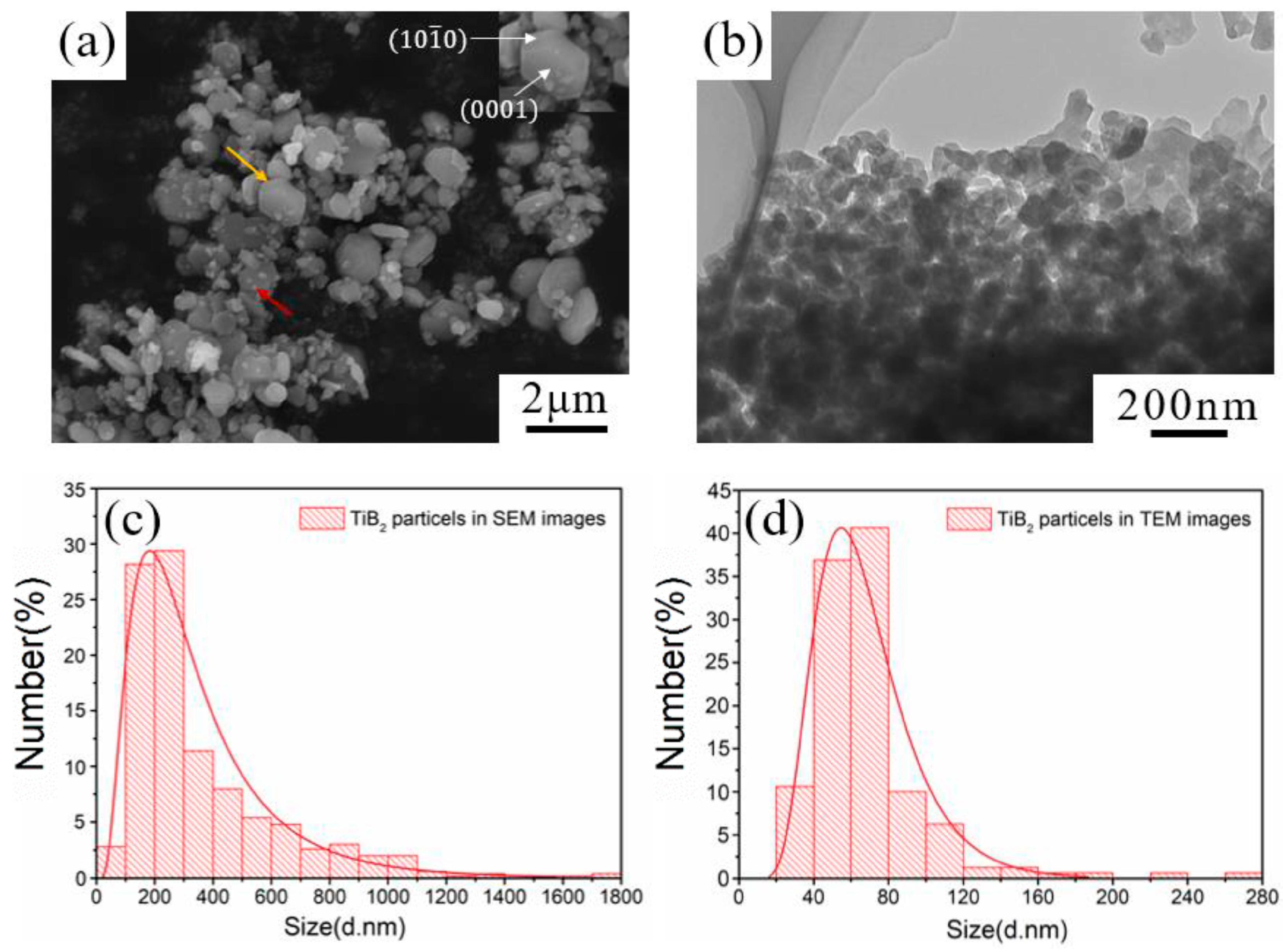
- Under the optimal dispersion condition, the bimodal size distribution of TiB2 was characterized by NSA for the first time. In such a bimodal distribution, the small-sized and large-sized peaks of TiB2 are located at 68 nm and 292 nm, which can be matched to the results characterized by TEM and SEM, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ranjan, S.; Jha, P.K. Investigation on the thermodynamic stability of phases evolved in Al-based hybrid metal matrix composite fabricated using in-situ stir casting route. J. Manuf. Process. 2023, 95, 14–26. [Google Scholar] [CrossRef]
- Xie, Z.; Jiang, R.; Li, X.; Li, R.; Zhang, L. Microstructural evolution and hydrogen content and their effect on properties of TiB2/Al-Li-X composites with different Li contents. J. Alloys Compd. 2024, 976, 173038. [Google Scholar] [CrossRef]
- Sun, T.; Wang, H.; Gao, Z.; Wu, Y.; Wang, M.; Jin, X.; Leung, C.L.A.; Lee, P.D.; Fu, Y.; Wang, H. The role of in-situ nano-TiB2 particles in improving the printability of noncasTable 2024Al alloy. Mater. Res. Lett. 2022, 10, 656–665. [Google Scholar] [CrossRef]
- Ma, S.; Shang, Z.; Shang, A.; Zhang, P.; Tang, C.; Huang, Y.; Leung, C.L.A.; Lee, P.D.; Zhang, X.; Wang, X. Additive manufacturing enabled synergetic strengthening of bimodal reinforcing particles for aluminum matrix composites. Addit. Manuf. 2023, 70, 103543. [Google Scholar] [CrossRef]
- Yin, P.; Liu, Y.; Liang, Z.; Pan, W.; Shao, S.; Zhang, Y. Microstructure, Mechanical Properties and Fracture Behavior of Micron-Sized TiB2/AlZnMgCu(Sc,Zr) Composites Fabricated by Selective Laser Melting. Materials 2023, 16, 2112. [Google Scholar] [CrossRef] [PubMed]
- Balci, O.; Agaogullari, D.; Gokce, H.; Duman, I.; Ovecoglu, M.L. Influence of TiB2 particle size on the microstructure and properties of Al matrix composites prepared via mechanical alloying and pressureless sintering. J. Alloys Compd. 2014, 586, S78–S84. [Google Scholar] [CrossRef]
- Zare, Y.; Rhee, K.Y.; Hui, D. Influences of nanoparticles aggregation/agglomeration on the interfacial/interphase and tensile properties of nanocomposites. Compos. Part B-Eng. 2017, 122, 41–46. [Google Scholar] [CrossRef]
- Hong, S.J.; Kim, H.M.; Huh, D.; Suryanarayana, C.; Chun, B.S. Effect of clustering on the mechanical properties of SiC particulate-reinforced aluminum alloy 2024 metal matrix composites. Mater. Sci. Eng. A 2003, 347, 198–204. [Google Scholar] [CrossRef]
- Tayeh, T.; Douin, J.; Jouannigot, S.; Zakhour, M.; Nakhl, M.; Silvain, J.-F.; Bobet, J.-L. Hardness and Young’s modulus behavior of Al composites reinforced by nanometric TiB2 elaborated by mechanosynthesis. Mater. Sci. Eng. a-Struct. Mater. Prop. Microstruct. Process. 2014, 591, 1–8. [Google Scholar] [CrossRef]
- Zongning, C.; Tongmin, W.; Jun, X.; Jing, Z.; Hongwang, F.; Tingju, L. In-situ TiB2 Reinforced AI-12Si Alloy Composites by Semisolid Processing. Mater. Sci. Forum 2011, 675–677, 763–766. [Google Scholar]
- Zheng, X.; Long, W.; Zhu, C.; Zhao, L.; Hu, X.; Liu, S.; Jiang, W.; Peng, Y. The Effect of Micron-Sized TiB2 Particles on the Properties of Al6061 Strengthened with 4% TiB2 Nano-TiB2. Materials 2024, 17, 182. [Google Scholar] [CrossRef]
- Bian, Z.; Cai, Y.; Zhang, D.; Wu, Y.; Zhao, D.; Wang, M.; Cui, S.; Wang, H. Improving mechanical performance of heat-resistant eutectic Al-Fe-Ni alloy by in-situ TiB2 particles. Mater. Lett. 2024, 358, 135857. [Google Scholar] [CrossRef]
- Luo, P.; Dong, S.; Yangli, A.; Sun, S.; Xie, Z.; Zheng, Z.; Yang, W. ZrB2-TiB2 Nanocomposite Powder Prepared by Mechanical Alloying. Rare Met. Mater. Eng. 2016, 45, 1381–1385. [Google Scholar]
- Tang, Y.; Chen, Z.; Borbely, A.; Ji, G.; Zhong, S.Y.; Schryvers, D.; Ji, V.; Wang, H.W. Quantitative study of particle size distribution in an in-situ grown Al-TiB2 composite by synchrotron X-ray diffraction and electron microscopy. Mater. Charact. 2015, 102, 131–136. [Google Scholar] [CrossRef]
- Fu, W.; Ma, J.; Liao, Z.; Xiong, H.; Fu, Y.; Wang, B. New Numerical Method Based on Linear Damage Evolution Law for Predicting Mechanical Properties of TiB2/6061Al. Materials 2023, 16, 4786. [Google Scholar] [CrossRef]
- Yuan, J.; Yao, G.; Pan, S.; Murali, N.; Li, X. Size Control of In Situ Synthesized TiB2 Particles in Molten Aluminum. Metall. Mater. Trans. A 2021, 52, 2657–2666. [Google Scholar] [CrossRef]
- Nampoothiri, J.; Balasundar, I.; Raghu, T.; Ravi, K.R. Structural and Mechanical Behavior of Al-4.4Cu/2TiB2In-Situ Nanocomposites Fabricated by Post-In-Situ Reaction Ultrasonic Processing. Metall. Mater. Trans. B 2020, 51, 149–160. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Yang, X.; Xu, F.; Yang, C.; Li, B.; Li, Y.; Liu, Z.; Zheng, Q. Processing, microstructure and ageing behavior of in-situ submicron TiB2 particles reinforced AZ91 Mg matrix composites. J. Alloys Compd. 2018, 764, 96–106. [Google Scholar] [CrossRef]
- Liu, J.; Liu, Z.; Dong, Z.; Cheng, X.; Zheng, Q.; Li, J.; Zuo, S.; Huang, Z.; Gao, Y.; Xing, J.; et al. On the preparation and mechanical properties of in situ small-sized TiB2/Al-4.5Cu composites via ultrasound assisted RD method. J. Alloys Compd. 2018, 765, 1008–1017. [Google Scholar] [CrossRef]
- Rajasekaran, N.R.; Sampath, V. Effect of In-Situ TiB2 Particle Addition on the Mechanical Properties of AA 2219 Al Alloy Composite. J. Miner. Mater. Charact. Eng. 2011, 10, 527–534. [Google Scholar]
- Burleson, D.J.; Driessen, M.D.; Penn, R.L. On the characterization of environmental nanoparticles. J. Environ. Sci. Health Part A-Toxic/Hazard. Subst. Environ. Eng. 2004, 39, 2707–2753. [Google Scholar] [CrossRef]
- Byers, R.L.; Davis, J.W.; Matson, W.L.; Mckinstry, H.A. Particle size and shape characterization by scanning electron microscope. AIChE Symp. Ser. 1974, 70, 322–326. [Google Scholar]
- Xiang, Y.W.; Zhang, J.Y.; Liu, C.L. Verification for particle size distribution of ultrafine powders by the SAXS method. Mater. Charact. 2000, 44, 435–439. [Google Scholar] [CrossRef]
- Patterson, A.L. The Scherrer formula for X-ray particle size determination. Phys. Rev. 1939, 56, 978–982. [Google Scholar] [CrossRef]
- Guiglionda, G.; Borbély, A.; Driver, J.H. Orientation-dependent stored energies in hot deformed Al-2.5%Mg and their influence on recrystallization. Acta Mater. 2004, 52, 3413–3423. [Google Scholar] [CrossRef]
- Fultz, B.; Howe, J.M. Transmission Electron Microscopy and Diffractometry of Materials, 2nd ed.; Springer: Berlin, Heidelberg, 2002. [Google Scholar]
- Hegel, C.; Jones, C.; Cabrera, F.; Yanez, M.J.; Bucala, V. Particle size characterization: Comparison of laser difraction (LD) and scanning electron microscopy (SEM). Acta Microsc. 2014, 23, 11–17. [Google Scholar]
- Bhattacharjee, S. DLS and zeta potential—What they are and what they are not? J. Control. Release Off. J. Control. Release Soc. 2016, 235, 337–351. [Google Scholar] [CrossRef] [PubMed]
- Carvalho, P.M.; Felicio, M.R.; Santos, N.C.; Goncalves, S.; Domingues, M.M. Application of Light Scattering Techniques to Nanoparticle Characterization and Development. Front. Chem. 2018, 6, 237. [Google Scholar] [CrossRef]
- Nolte, H.; Schilde, C.; Kwade, A. Determination of particle size distributions and the degree of dispersion in nanocomposites. Compos. Sci. Technol. 2012, 72, 948–958. [Google Scholar] [CrossRef]
- Liu, Z.; Rakita, M.; Xu, W.; Wang, X.; Han, Q. Ultrasound assisted salts-metal reaction for synthesizing TiB2 particles at low temperature. Chem. Eng. J. 2015, 263, 317–324. [Google Scholar] [CrossRef]
- Lee, M.S.; Terry, B.S.; Grieveson, P. Interfacial phenomena in the reactions of AI and Al-Ti melts with KF-AIF3 and NaF-AIF3 melts. Metall. Transactions. B Process Metall. 1993, 24, 955–961. [Google Scholar] [CrossRef]
- Zhao, B.; Yang, Q.; Wu, L.; Li, X.; Wang, M.; Wang, H. Effects of nanosized particles on microstructure and mechanical properties of an aged in-situ TiB2/Al-Cu-Li composite. Mater. Sci. Eng. A 2019, 742, 573–583. [Google Scholar] [CrossRef]
- Li, H.X.; Addai-Mensah, J.; Thomas, J.C.; Gerson, A.R. The influence of Al(III) supersaturation and NaOH concentration on the rate of crystallization of Al(OH)3 precursor particles from sodium aluminate solutions. J. Colloid Interface Sci. 2005, 286, 511–519. [Google Scholar]
- Peng, G.S.; Chen, K.H.; Fang, H.C.; Chao, H.; Chen, S.Y. EIS study on pitting corrosion of 7150 aluminum alloy in sodium chloride and hydrochloric acid solution. Mater. Corros.-Werkst. Korros. 2010, 61, 783–789. [Google Scholar] [CrossRef]
- Duan, M.-G.; Li, Y.; Yang, X.; Qian, X.; Liu, K.; Zhao, H.; Li, B. Mechanical responses of in-situ TiB2/7050 composite subjected to monotonic and cyclic loadings: A comparative study with 7050-Al. Int. J. Fatigue 2022, 163, 107102. [Google Scholar] [CrossRef]
- Doktycz, S.J.; Suslick, K.S. Interparticle collisions driven by ultrasound. Science 1990, 247, 1067–1069. [Google Scholar] [CrossRef] [PubMed]
- Maskara, A.; Smith, D.M. Agglomeration during the Drying of Fine Silica Powders, Part II: The Role of Particle Solubility. J. Am. Ceram. Soc. 1997, 80, 1715–1722. [Google Scholar] [CrossRef]
- Dahirel, V.; Jardat, M. Effective interactions between charged nanoparticles in water: What is left from the DLVO theory? Curr. Opin. Colloid Interface Sci. 2010, 15, 2–7. [Google Scholar] [CrossRef]
- Zhu, X.; Loh, X.J. Layer-by-layer assemblies for antibacterial applications. Biomater. Sci. 2015, 3, 1505–1518. [Google Scholar] [CrossRef]
- De Gennes, P.G.; Witten, T.A. Scaling Concepts in Polymer Physics. Phys. Today 1980, 33, 51–54. [Google Scholar] [CrossRef]
- Wei, Y.; Bishop, K.J.M.; Kim, J.; Soh, S.; Grzybowski, B.A. Making Use of Bond Strength and Steric Hindrance in Nanoscale “Synthesis”. Angew. Chem. Int. Ed. 2009, 48, 9477–9480. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, C.; Yao, R.; Zhu, H.; Liu, X.; Wang, M.; Chen, Z.; Wang, H. First-principles study on the stability and work function of low-index surfaces of TiB2. Comput. Mater. Sci. 2020, 172, 109356. [Google Scholar] [CrossRef]
- Dominguez-Medina, S.; Chen, S.; Blankenburg, J.; Swanglap, P.; Landes, C.F.; Link, S. Measuring the Hydrodynamic Size of Nanoparticles Using Fluctuation Correlation Spectroscopy. Annu. Rev. Phys. Chem. 2016, 67, 489–514. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position of Small-Size Peak (nm) | Position of Large-Size Peak (nm) | dnumber-average (nm) | |
|---|---|---|---|
| No drying | 133 | 441 | 278 ± 14 |
| Vacuum-drying | 193 | 423 | 323 ± 16 |
| Freeze-drying | 114 | 407 | 276 ± 13 |
| Position of Small-Size Peak (nm) | Position of Large-Size Peak (nm) | dnumber-average (nm) | |
|---|---|---|---|
| Undispersed sample | 114 | 407 | 276 ± 13 |
| No surfactant (pH = 9) | 109 | 405 | 242 ± 12 |
| AC (pH = 8) | 108 | 407 | 198 ± 10 |
| PEI (pH = 7) | 85 | 373 | 173 ± 9 |
| Optimal Concentration Ratio (mPEI/mTiB2) | Position of Small-Size Peak (nm) | Position of Large-Size Peak (nm) | dnumber-average (nm) | Zeta Potential (mv) | |
|---|---|---|---|---|---|
| Undispersed sample | / | 114 | 407 | 276 ± 13 | −41 |
| PEI (M.W. 600) | 0.033 | 94 | 378 | 209 ± 10 | +37 |
| PEI (M.W. 1800) | 0.033 | 89 | 381 | 193 ± 10 | +45 |
| PEI (M.W. 10000) | 0.067 | 80 | 348 | 176 ± 9 | +54 |
| Position of Small-Size Peak (nm) | Position of Large-Size Peak (nm) | dnumber-average (nm) | |
|---|---|---|---|
| Undispersed sample | 114 | 407 | 276 ± 13 |
| NS-HE 5 min | 109 | 342 | 227 ± 11 |
| NS-HE 10 min | 78 | 295 | 178 ± 9 |
| NS-HE 15 min | 141 | 458 | 214 ± 11 |
| Position of Small-Size Peak (nm) | Position of Large-Size Peak (nm) | dnumber-average (nm) | |
|---|---|---|---|
| OC | 80 | 348 | 176 ± 9 |
| OP | 78 | 295 | 178 ± 9 |
| OC–HE 5 min | 82 | 316 | 141 ± 7 |
| OC–HE 10 min | 68 | 292 | 111 ± 6 |
| OC–HE 15 min | 77 | 310 | 140 ± 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Wang, Q.; Bian, Z.; Chen, S.; Gong, Y.; Xia, C.; Chen, D.; Wang, H. Controlled Size Characterization Process for In-Situ TiB2 Particles from Al Matrix Composites Using Nanoparticle Size Analysis. Materials 2024, 17, 2052. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092052
Wang M, Wang Q, Bian Z, Chen S, Gong Y, Xia C, Chen D, Wang H. Controlled Size Characterization Process for In-Situ TiB2 Particles from Al Matrix Composites Using Nanoparticle Size Analysis. Materials. 2024; 17(9):2052. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092052
Chicago/Turabian StyleWang, Mingliang, Qian Wang, Zeyu Bian, Siyi Chen, Yue Gong, Cunjuan Xia, Dong Chen, and Haowei Wang. 2024. "Controlled Size Characterization Process for In-Situ TiB2 Particles from Al Matrix Composites Using Nanoparticle Size Analysis" Materials 17, no. 9: 2052. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092052