
Influence of Zr Microalloying on the Microstructure and Room-/High-Temperature Mechanical Properties of an Al–Cu–Mn–Fe Alloy

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of Alloys
2.2. Microstructure Analysis
2.3. Mechanical Testing
3. Results
3.1. Microstructure Characterization for the ACMF and ACMFZ
3.2. Mechanical Properties of the ACMF and ACMFZ
3.3. Discussion
4. Conclusions
- (1)
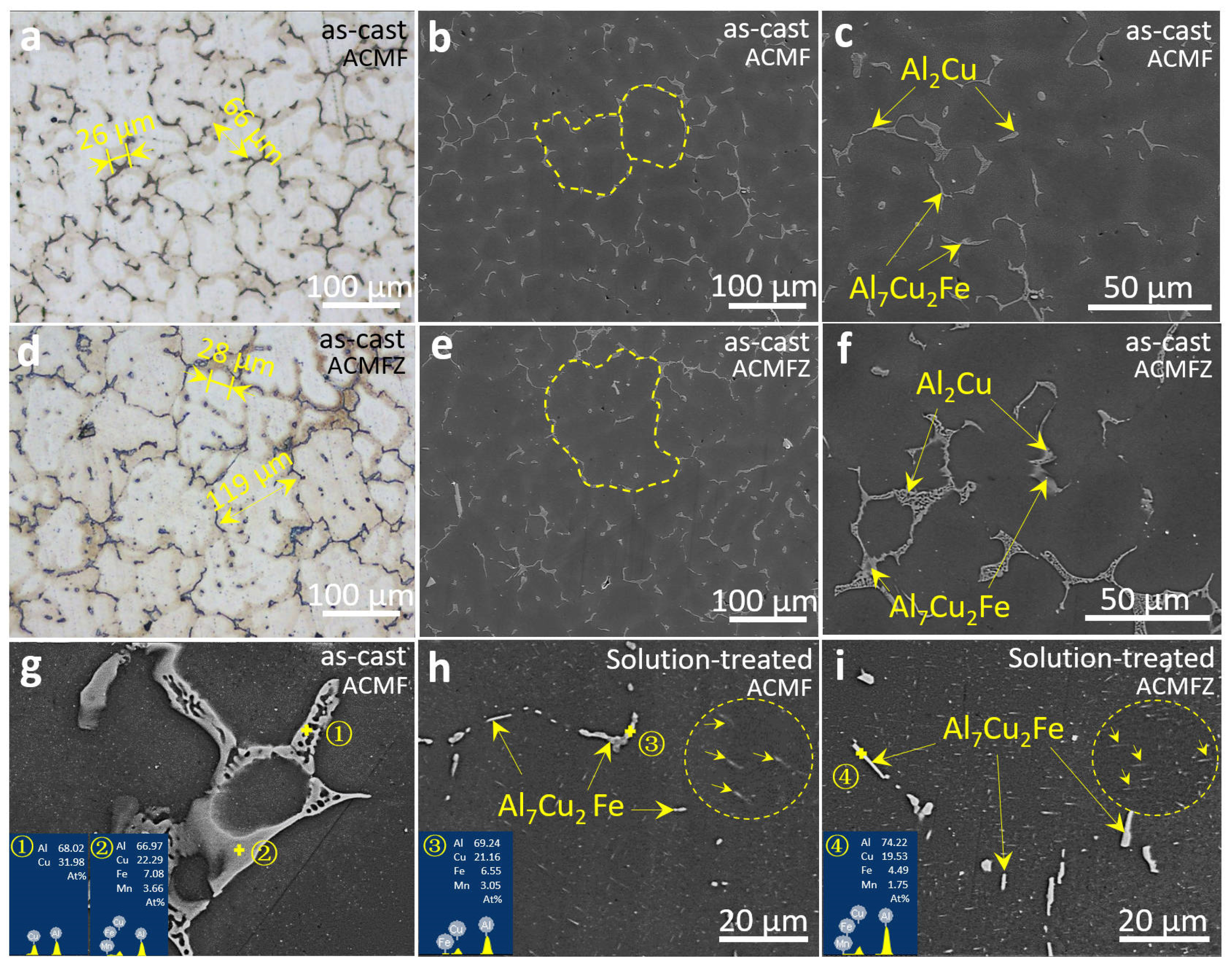
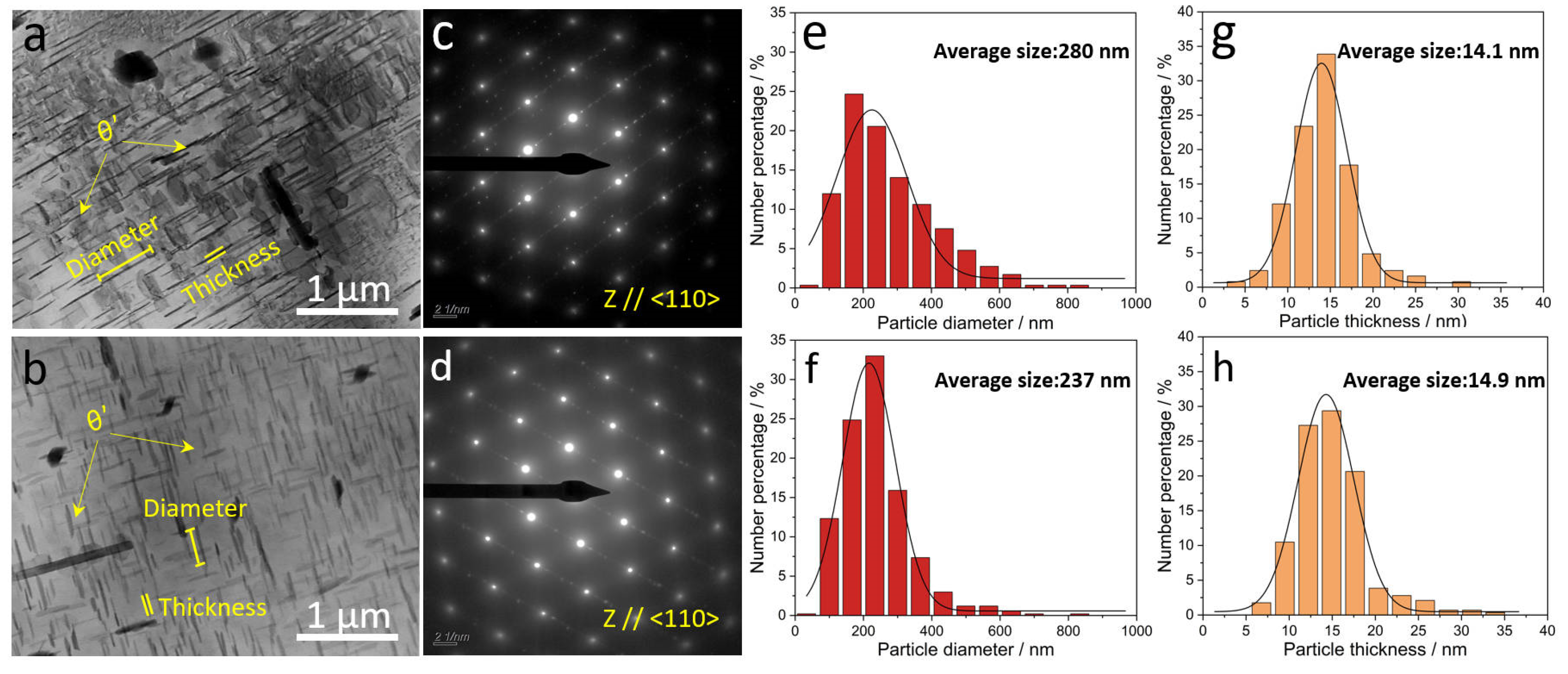
- The ACMF alloy contained Al7Cu2Fe and Al2Cu phases. After solid solution treatment, the eutectic Al2Cu phase was incorporated into the α-Al matrix, and the fine θ′-Al2Cu phase appeared after aging treatment, which played a major role in strengthening. The L12-Al3Zr phase was also generated in the ACMFZ alloy due to the addition of Zr. Meanwhile, the grain size of the ACMF alloy was 68 μm, and due to the interaction between Zr and the Al–5Ti–1B refiner, the grain size of the ACMFZ alloy was 115 μm, which became coarser.
- (2)
- Hardness testing showed that the optimum aging process time for the two alloys was 48 h. Tensile tests at RT showed that the YS of the ACMF and ACMFZ alloys were 228 MPa and 237 MPa, respectively, with a slight increase for the ACMFZ alloy. This discrepancy was mainly due to the coarsening of the ACMFZ alloy grain caused by the introduction of the Zr element. However, the addition of Zr simultaneously generated the nano-L12-Al3Zr particles in the ACMFZ alloy, which ultimately led to a slight enhancement in the ACMFZ alloy relative to the ACMF alloy.
- (3)
- The YS of the ACMFZ alloy was 128 MPa and 65 MPa at 300 °C and 400 °C, respectively, which is enhanced by 31% and 33% compared with that of the ACMF alloy. The enhancement of the high-temperature strength was speculated to be due to the fact that the incorporation of Zr can form the L12-Al3Zr precipitated phase. The L12-Al3Zr precipitated phase can provide a heterogeneous nucleation location for θ′ phase after aging treatment, reducing the interfacial energy and enhancing the number density of the θ′ phase.
- (4)
- There is an increasing demand in modern industry for the development of high-strength and heat-resistant aluminum alloys, especially at 300–400 °C. The present experiments illustrated that the addition of slow-diffusing Zr elements to Al–Cu–Mn alloys produces a well-stabilized, nano-precipitated phase. This further validated the feasibility of the microalloying strategy with high-solubility and slow-diffusing solutes in forming well-stabilized, nano-precipitated phases. This will contribute to the future application of high-strength and heat-resistant aluminum alloys in aerospace, automotive, and new energy fields. Meanwhile, the concept of introducing Zr into multicomponent Al–Cu–X alloys is feasible to enhance the high-temperature properties, while the interaction between Zr and the grain refiner or the X element should be taken into consideration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dursun, T.; Soutis, C. Recent Developments in Advanced Aircraft Aluminium Alloys. Mater. Des. 1980–2015 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent Development in Aluminium Alloys for the Automotive Industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Luo, A.A.; Sachdev, A.K.; Powell, B.R. Advanced Casting Technologies for Lightweight Automotive Applications. China Foundry 2010, 7, 463–469. [Google Scholar]
- Deschamps, A.; Hutchinson, C.R. Precipitation kinetics in metallic alloys: Experiments and modeling. Acta Mater. 2021, 220, 117338. [Google Scholar] [CrossRef]
- Zhu, A.W.; Gable, B.M.; Shiflet, G.J. The Intelligent Design of High Strength, Creep-Resistant Aluminum Alloys. Mater. Sci. Forum 2002, 396, 21–30. [Google Scholar] [CrossRef]
- Polmear, I.J.; Couper, M.J. Design and development of an experimental wrought aluminum alloy for use at elevated temperatures. Metall. Mater. Trans. A 1988, 19, 1027–1035. [Google Scholar] [CrossRef]
- Sui, Y.D.; Ji, D.P.; Han, L.; Wang, Q.D. Characterization of the Aging Precipitates of Al-12Si-4Cu-2Ni-0.8Mg-0.2Gd Piston Alloy. JOM 2019, 71, 366–372. [Google Scholar] [CrossRef]
- Zhao, H.L.; Yao, D.M.; Qiu, F.; Xia, Y.M.; Jiang, Q.C. High Strength and Good Ductility of Casting Al–Cu Alloy Modified by PrxOy and LaxOy. J. Alloy. Compd. 2011, 509, L43–L46. [Google Scholar] [CrossRef]
- Qiu, F.; Gao, X.; Tang, J.; Gao, Y.Y.; Shu, S.L.; Han, X.; Li, Q.; Jiang, Q.C. Microstructures and Tensile Properties of Al–Cu Matrix Composites Reinforced with Nano-Sized SiCp Fabricated by Semisolid Stirring Process. Metals 2017, 7, 49. [Google Scholar] [CrossRef]
- Li, J.Y.; Lü, S.L.; Wu, S.S.; Guo, W.; Li, F. Variation of Microstructure and Mechanical Properties with Nano-SiCp Levels in the Nano-SiCp/AlCuMnTi Composites. J. Alloy. Compd. 2018, 769, 848–857. [Google Scholar] [CrossRef]
- Rakhmonov, J.; Liu, K.; Pan, L.; Breton, F.; Chen, X.G. Enhanced Mechanical Properties of High-Temperature-Resistant Al–Cu Cast Alloy by Microalloying with Mg. J. Alloy. Compd. 2020, 827, 154305. [Google Scholar] [CrossRef]
- Yang, C.; Shao, D.; Zhang, P.; Gao, Y.H.; Zhang, J.Y.; Kuang, J.; Wu, K.; Liu, G.; Sun, J. The Influence of Sc Solute Partitioning on Ductile Fracture of Sc-Microalloyed Al-Cu Alloys. Mater. Sci. Eng. A 2018, 717, 113–123. [Google Scholar] [CrossRef]
- Poplawsky, J.D.; Milligan, B.K.; Allard, L.F.; Shin, D.; Shower, P.; Chisholm, M.F.; Shyam, A. The Synergistic Role of Mn and Zr/Ti in Producing θ′/L12 Co-Precipitates in Al-Cu Alloys. Acta Mater. 2020, 194, 577–586. [Google Scholar] [CrossRef]
- Shin, D.; Shyam, A.; Lee, S.; Yamamoto, Y.; Haynes, J.A. Solute Segregation at the Al/θ′-Al2Cu Interface in Al-Cu Alloys. Acta Mater. 2017, 141, 327–340. [Google Scholar] [CrossRef]
- Rakhmonov, J.; Liu, K.; Chen, G.X. Effects of Compositional Variation on the Thermal Stability of θ′-Al2Cu Precipitates and Elevated-Temperature Strengths in Al-Cu 206 Alloys. J. Mater. Eng. Perform. 2020, 29, 7221–7230. [Google Scholar] [CrossRef]
- Guinier, A. Heterogeneities in Solid Solutions. Solid State Physics 1959, 9, 293–398. [Google Scholar] [CrossRef]
- Cvijović, Z.; Radenković, G.; Maksimović, V.; Dimčić, B. Application of ANOVA Method to Precipitation Behaviour Studies. Mater. Sci. Eng. A 2005, 397, 195–203. [Google Scholar] [CrossRef]
- Ding, J.H.; Cui, C.X.; Sun, Y.J.; Zhao, L.C.; Cui, S. Effect of Mo, Zr, and Y on the High-Temperature Properties of Al–Cu–Mn Alloy. J. Mater. Res. 2019, 34, 3853–3861. [Google Scholar] [CrossRef]
- Davis, J.R.; Allen, P.; Lampman, S.; Zorc, T.B.; Henry, S.D.; Daquila, J.L.; Ronke, A.W. Metals Handbook: Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Materials Park, OH, USA, 1990. [Google Scholar]
- Belov, N.A.; Khvan, A.V. Structure and phase composition of alloys of the Al-Ce-Cu system in the region of the Al-Al8CeCu4 quasi-binary join. Russ. J. Non-Ferr. Met. 2007, 48, 45–50. [Google Scholar] [CrossRef]
- Pozdnyakov, A.V.; Barkov, R.Y.; Sarsenbaev, Z.; Amer, S.M.; Prosviryakovet, A.S. Evolution of Microstructure and Mechanical Properties of a New Al–Cu–Er Wrought Alloy. Phys. Met. Met. 2019, 120, 614–619. [Google Scholar] [CrossRef]
- Cao, S.C.; Zeng, L.; Xia, M.X.; Yu, P.F.; Lu, W.Q.; Li, J.G. Influence of La on the atomic structure of AlCu alloy liquid. J. Mol. Liq. 2022, 357, 119143. [Google Scholar] [CrossRef]
- Pozdniakov, A.V.; Barkov, R.Y. Microstructure and materials characterisation of the novel Al–Cu–Y alloy. Mater. Sci. Technol. 2018, 34, 1489–1496. [Google Scholar] [CrossRef]
- Amer, S.; Barkov, R.; Pozdniakov, A. Microstructure and Mechanical Properties of Novel Quasibinary Al-Cu-Yb and Al-Cu-Gd Alloys. Metals 2021, 11, 476. [Google Scholar] [CrossRef]
- Sun, S.B.; Zheng, L.J.; Liu, J.H.; Zhang, H. Selective Laser Melting of an Al–Fe–V–Si Alloy: Microstructural Evolution and Thermal Stability. J. Mater. Sci. Technol. 2017, 33, 389–396. [Google Scholar] [CrossRef]
- Amer, S.M.; Glavatskikh, M.V.; Barkov, R.Y.; Loginova, I.S.; Pozdniakov, A.V. Effect of Mn substitution on Cr in the Al-Cu-Er-Mg–Zr–Fe–Si–Ti cast alloy. J. Alloy Compd. 2024, 983, 173958. [Google Scholar] [CrossRef]
- Robson, J.D.; Engler, O.; Sigli, C.; Deschamps, A.; Poole, W.J. Advances in Microstructural Understanding of Wrought Aluminum Alloys. Metall. Mater. Trans. A 2020, 51, 4377–4389. [Google Scholar] [CrossRef]
- Gao, Y.H.; Liu, G.; Sun, J. Tailoring the Strengthening Particles in Aluminum Alloys by Microalloying. Mater. China 2019, 38, 231–241. [Google Scholar]
- Shyam, A.; Roy, S.; Shin, D.; Poplawsky, J.D.; Allard, L.F.; Yamamoto, Y.; Morris, J.R.; Mazumder, B.; Idrobo, J.C.; Rodriguez, A.; et al. Elevated Temperature Microstructural Stability in Cast AlCuMnZr Alloys through Solute Segregation. Mater. Sci. Eng. A 2019, 765, 138279. [Google Scholar] [CrossRef]
- Gao, Y.H.; Cao, L.F.; Yang, C.; Zhang, J.Y.; Liu, G.; Sun, J. Co-Stabilization of θ′-Al2Cu and Al3Sc Precipitates in Sc-Microalloyed Al–Cu Alloy with Enhanced Creep Resistance. Mater. Today Nano 2019, 6, 100035. [Google Scholar] [CrossRef]
- Gao, Y.H.; Yang, C.; Zhang, J.Y.; Cao, L.F.; Liu, G.; Sun, J.; Ma, E. Stabilizing Nanoprecipitates in Al-Cu Alloys for Creep Resistance at 300 °C. Mater. Res. Lett. 2019, 7, 18–25. [Google Scholar] [CrossRef]
- Amer, S.M.; Barkov, R.Y.; Prosviryakov, A.S.; Pozdniakov, A.V. Structure and Properties of New Heat-Resistant Cast Alloys Based on the Al–Cu–Y and Al–Cu–Er Systems. Phys. Met. Metallogr. 2021, 122, 908–914. [Google Scholar] [CrossRef]
- De Luca, A.; Dunand, D.C.; Seidman, D.N. Microstructure and Mechanical Properties of a Precipitation-Strengthened Al-Zr-Sc-Er-Si Alloy with a Very Small Sc Content. Acta Mater. 2018, 144, 80–91. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, P.; Shao, D.; Wang, R.H.; Cao, L.P.; Zhang, J.Y.; Liu, G.; Chen, B.A.; Sun, J. The influence of Sc solute partitioning on the microalloying effect and mechanical properties of Al-Cu alloys with minor Sc addition. Acta Mater. 2016, 119, 68–79. [Google Scholar] [CrossRef]
- Xie, Y.H.; Yang, S.J.; Dai, S.L.; Lu, Z. Application of Element Zr in Aluminum Alloys. J. Aeronaut. Mater. China 2002, 22, 56–61. [Google Scholar]
- Mondol, S.; Bansal, U.; Dhanalakshmi, P.; Makineni, S.K.; Mandel, A.; Chattopadhyay, K. Enhancement of high temperature strength of Al-Cu alloys by minor alloying and hot working process. J. Alloy Compd. 2022, 921, 166136. [Google Scholar] [CrossRef]
- Kumar Makineni, S.; Sugathan, S.; Meher, S.; Banerjee, R.; Bhattacharya, S.; Kumar, S.; Chattopadhyay, K. Enhancing Elevated Temperature Strength of Copper Containing Aluminium Alloys by Forming L12 Al3Zr Precipitates and Nucleating θ″ Precipitates on Them. Sci. Rep. 2017, 7, 11154. [Google Scholar] [CrossRef] [PubMed]
- Liu, K.; Cao, X.; Chen, X.G. Precipitation of iron-rich intermetallic phases in Al-4.6Cu-0.5Fe-0.5Mn cast alloy. J. Mater. Sci. 2012, 47, 4290–4298. [Google Scholar] [CrossRef]
- Zhang, W.W.; Lin, B.; Zhang, D.T.; Li, Y.Y. Microstructures and mechanical properties of squeeze cast Al–5.0Cu–0.6Mn alloys with different Fe content. Mater. Des. 2013, 52, 225–233. [Google Scholar] [CrossRef]
- Belov, N.A.; Aksenov, A.A.; Eskin, D.G. Iron in Aluminium Alloys: Impurity and Alloying Element; CRC Press: London, UK, 2002; p. 1. [Google Scholar] [CrossRef]
- Zhang, L.F.; Gao, J.W.; Damoah, L.N.W.; Robertson, D.G. Removal of iron from aluminum: A review. Miner. Process. Extr. Metall. 2012, 33, 99–157. [Google Scholar] [CrossRef]
- Green, J.A.S. Aluminum Recycling and Processing for Energy Conservation and Sustainability; ASM International: Materials Park, OH, USA, 2007; p. 92. [Google Scholar]
- Liu, K.; Cao, X.; Chen, X.G. Effect of Mn, Si, and Cooling Rate on the Formation of Iron-Rich Intermetallics in 206 Al–Cu Cast Alloys. Met. Mater Trans. B 2012, 43, 1231–1240. [Google Scholar] [CrossRef]
- Liao, H.C.; Tang, Y.Y.; Suo, X.J.; Li, G.J.; Hu, Y.Y.; Dixit, U.S.; Petrov, P. Dispersoid particles precipitated during the solutionizing course of Al-12wt%Si-4wt%Cu-1.2wt%Mn alloy and their influence on high temperature strength. Mater. Sci. Eng. A 2017, 699, 201–209. [Google Scholar] [CrossRef]
- Chen, J.L.; Liao, H.C.; Xu, H.T. Uneven Precipitation Behavior during the Solutionizing Course of Al-Cu-Mn Alloys and Their Contribution to High Temperature Strength. Adv. Mater. Sci. Eng. 2018, 2018, 12. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Zuo, L.J.; Feng, J.; Ye, B.; Kong, X.Y.; Jiang, H.Y.; Ding, W.J. Effect of Thermal Exposure on Microstructure and Mechanical Properties of Al−Si−Cu−Ni−Mg Alloy Produced by Different Casting Technologies. Trans. Nonferrous Met. Soc. China 2020, 30, 1717–1730. [Google Scholar] [CrossRef]
- Li, J.Y.; Lü, S.L.; Wu, S.S.; Zhao, D.J.; Guo, W. Micro-Mechanism of Simultaneous Improvement of Strength and Ductility of Squeeze-Cast Al–Cu Alloy. Mater. Sci. Eng. A 2022, 833, 142538. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, C.M.; Zhou, L.; Hashimoto, T.; Zhou, X.; Ramasse, Q.M.; Fan, Z. Mechanism for Zr Poisoning of Al-Ti-B Based Grain Refiners. Acta Mater. 2019, 164, 428–439. [Google Scholar] [CrossRef]
- Fan, Z.; Wang, Y.; Zhang, Y.; Qin, T.; Zhou, X.R.; Thompson, G.E.; Pennycook, T.; Hashimoto, T. Grain refining mechanism in the Al/Al–Ti–B system. Acta Mater. 2015, 84, 292–304. [Google Scholar] [CrossRef]
- Chen, Z.W.; Chen, P.; Li, S.S. Effect of Ce addition on microstructure of Al20Cu2Mn3 twin phase in an Al–Cu–Mn casting alloy. Mater. Sci. Eng. A 2012, 532, 606–609. [Google Scholar] [CrossRef]
- Han, L.N.; Sui, Y.D.; Wang, Q.W.; Wang, K.; Jiang, Y.H. Effects of Nd on microstructure and mechanical properties of cast Al-Si-Cu-Ni-Mg piston alloys. J. Alloy Compd. 2017, 695, 1566–1572. [Google Scholar] [CrossRef]
- De Mori, A.; Timelli, G.; Fabrizi, A.; Berto, F. Influence of Cu content on the microstructure and high-temperature tensile and fatigue properties of secondary AlSi7Mg0.3VZr alloys. Mater. Sci. Eng. A 2021, 816, 141310. [Google Scholar] [CrossRef]
- Hu, K.Q.; Xu, Q.F.; Ma, X.; Sun, Q.Q.; Gao, T.; Liu, X.F. A novel heat-resistant Al–Si–Cu–Ni–Mg base material synergistically strengthened by Ni-rich intermetallics and nano-AlNp microskeletons. J. Mater. Sci. Technol. 2019, 35, 306–312. [Google Scholar] [CrossRef]
- Liu, K.; Ma, H.; Chen, X.G. Enhanced elevated-temperature properties via Mo addition in Al-Mn-Mg 3004 alloy. J. Alloy. Compd. 2017, 694, 354–365. [Google Scholar] [CrossRef]
- Dar, S.M.; Liao, H.; Xu, A. Effect of Cu and Mn Content on Solidification Microstructure, T-Phase Formation and Mechanical Property of Al Cu Mn Alloys. J. Alloy. Compd. 2019, 774, 758–767. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, F.; Ungar, G.; Zheng, Z.Y.; Sun, Q.P.; Han, Y.L. A regime beyond the Hall–Petch and inverse-Hall–Petch regimes in ultrafine-grained solids. Commun. Phys. 2022, 5, 329. [Google Scholar] [CrossRef]
- Matlock, D.K.; Nix, W.D. An interpretation of the effect of grain size on high temperature strength. Met. Trans. 1974, 5, 961–963. [Google Scholar] [CrossRef]
- Zhu, A.W.; Starke, E.A. Strengthening Effect of Unshearable Particles of Finite Size: A Computer Experimental Study. Acta Mater. 1999, 47, 3263–3269. [Google Scholar] [CrossRef]
- Nie, J.F.; Muddle, B.C. Strengthening of an Al–Cu–Sn Alloy by Deformation-Resistant Precipitate Plates. Acta Mater. 2008, 56, 3490–3501. [Google Scholar] [CrossRef]
- Da Costa Teixeira, J.; Bourgeois, L.; Sinclair, C.W.; Hutchinson, C.R. The Effect of Shear-Resistant, Plate-Shaped Precipitates on the Work Hardening of Al Alloys: Towards a Prediction of the Strength-Elongation Correlation. Acta Mater. 2009, 57, 6075–6089. [Google Scholar] [CrossRef]
- Da Costa Teixeira, J.; Cram, D.G.; Bourgeois, L.; Bastow, T.J.; Hill, A.J.; Hutchinson, C.R. On the Strengthening Response of Aluminum Alloys Containing Shear-Resistant Plate-Shaped Precipitates. Acta Mater. 2008, 56, 6109–6122. [Google Scholar] [CrossRef]
- Sun, T.T.; Geng, J.W.; Bian, Z.Y.; Wu, Y.; Wang, M.L.; Chen, D.; Ma, N.H.; Wang, H.W. Enhanced Thermal Stability and Mechanical Properties of High-Temperature Resistant Al−Cu Alloy with Zr and Mn Micro-Alloying. T Nonferr. Met. Soc. 2022, 32, 64–78. [Google Scholar]
- Biswas, A.; Siegel, D.J.; Wolverton, C.; Seidman, D.N. Precipitates in Al–Cu Alloys Revisited: Atom-Probe Tomographic Experiments and First-Principles Calculations of Compositional Evolution and Interfacial Segregation. Acta Mater. 2011, 59, 6187–6204. [Google Scholar] [CrossRef]
- Isheim, D.; Gagliano, M.S.; Fine, M.E.; Seidman, D.N. Interfacial Segregation at Cu-Rich Precipitates in a High-Strength Low-Carbon Steel Studied on a Sub-Nanometer Scale. Acta Mater. 2006, 54, 841–849. [Google Scholar] [CrossRef]
- Dregia, S.A.; Wynblatt, P. Equilibrium Segregation and Interfacial Energy in Multicomponent Systems. Acta Metall. Et Mater. 1991, 39, 771–778. [Google Scholar]
- Biswas, A.; Siegel, D.J.; Seidman, D.N. Simultaneous Segregation at Coherent and Semicoherent Heterophase Interfaces. Phys. Rev. Lett. 2010, 105, 076102. [Google Scholar] [CrossRef] [PubMed]
- Li, D.; Liu, K.; Rakhmonov, J.; Chen, X.G. Enhanced Thermal Stability of Precipitates and Elevated-Temperature Properties via Microalloying with Transition Metals (Zr, V and Sc) in Al–Cu 224 Cast Alloys. Mater. Sci. Eng. A 2021, 827, 142090. [Google Scholar] [CrossRef]
- Shower, P.; Morris, J.; Shin, D.; Radhakrishnan, B.; Poplawsky, J.; Shyam, A. Mechanisms for Stabilizing θ′(Al2Cu) Precipitates at Elevated Temperatures Investigated with Phase Field Modeling. Materialia 2019, 6, 100335. [Google Scholar] [CrossRef]
- Pan, S.W.; Wang, Z.D.; Chen, X.H.; Wang, Y.L.; Chen, K.X.; Zhu, Y.Z. Research Progress in Zr-microalloying Strengthened Aluminum Alloys. J. Mater. Eng. 2022, 50, 17–33. [Google Scholar]
- Zhao, H.; Chen, Y.Q.; Gault, B.; Makineni, S.K.; Ponge, D.; Raabe, D. (Al, Zn)3Zr Dispersoids Assisted η′ Precipitation in an Al-Zn–Mg–Cu–Zr Alloy. Materialia 2020, 10, 100641. [Google Scholar] [CrossRef]
- Chen, J.L.; Liao, H.C.; Wu, Y.N.; Li, H.L. Contributions to High Temperature Strengthening from Three Types of Heat-Resistant Phases Formed during Solidification, Solution Treatment and Ageing Treatment of Al-Cu-Mn-Ni Alloys Respectively. Mater. Sci. Eng. A 2020, 772, 138819. [Google Scholar] [CrossRef]
- Cui, X.G.; Cui, C.Y.; Cheng, X.N.; Xu, X.J.; Lu, J.Z.; Hu, J.D.; Wang, Y.M. Microstructure and Tensile Properties of the Sub-Micro and Nano-Structured Al Produced by Laser Surface Melting. Mater. Sci. Eng. A 2010, 527, 7400–7406. [Google Scholar] [CrossRef]
- Kim, Y.G.; Lee, D.G.; Hwang, B.; Lee, S. High-Temperature Dynamic Compressive Properties of Two Monolithic Zr-Based Amorphous Alloys. J. Alloy. Compd. 2009, 478, 831–835. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Cu | Mn | Fe | Zr | Al |
|---|---|---|---|---|---|
| ACMF | 3.92 | 0.583 | 0.106 | - | Bal. |
| ACMFZ | 4.14 | 0.532 | 0.103 | >0.25 | Bal. |
| Tensile Test Temperatures | Alloys | UTS (MPa) | YS (MPa) | EL (%) |
|---|---|---|---|---|
| RT | ACMF | 311 ± 18 | 228 ± 2 | 4.2 ± 1.7 |
| ACMFZ | 329 ± 1 | 237 ± 3 | 3.8 ± 0.4 | |
| 200 °C | ACMF | 229 ± 1 | 116 ± 21 | 4.6 ± 0.8 |
| ACMFZ | 228 ± 2 | 143 ± 23 | 5.0 ± 1.0 | |
| 300 °C | ACMF | 125 ± 1 | 98 ± 16 | 6.4 ± 1.8 |
| ACMFZ | 133 ± 4 | 128 ± 3 | 7.7 ± 3.9 | |
| 400 °C | ACMF | 54 ± 1 | 49 ± 1 | 12.4 ± 2.9 |
| ACMFZ | 71 ± 7 | 65 ± 5 | 7.4 ± 1.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Hu, J.; Li, M.; Liu, G.; Wu, Y.; Gao, T.; Liu, S.; Liu, X. Influence of Zr Microalloying on the Microstructure and Room-/High-Temperature Mechanical Properties of an Al–Cu–Mn–Fe Alloy. Materials 2024, 17, 2022. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092022
Liu J, Hu J, Li M, Liu G, Wu Y, Gao T, Liu S, Liu X. Influence of Zr Microalloying on the Microstructure and Room-/High-Temperature Mechanical Properties of an Al–Cu–Mn–Fe Alloy. Materials. 2024; 17(9):2022. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092022
Chicago/Turabian StyleLiu, Jingbin, Jingyi Hu, Mengyu Li, Guiliang Liu, Yuying Wu, Tong Gao, Shushuai Liu, and Xiangfa Liu. 2024. "Influence of Zr Microalloying on the Microstructure and Room-/High-Temperature Mechanical Properties of an Al–Cu–Mn–Fe Alloy" Materials 17, no. 9: 2022. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092022