

Improving the Tribological Properties of WE43 and WE54 Magnesium Alloys by Deep Cryogenic Treatment with Precipitation Hardening in Linear Reciprocating Motion

 , , ,
, , ,  ,
,
Abstract
:1. Introduction
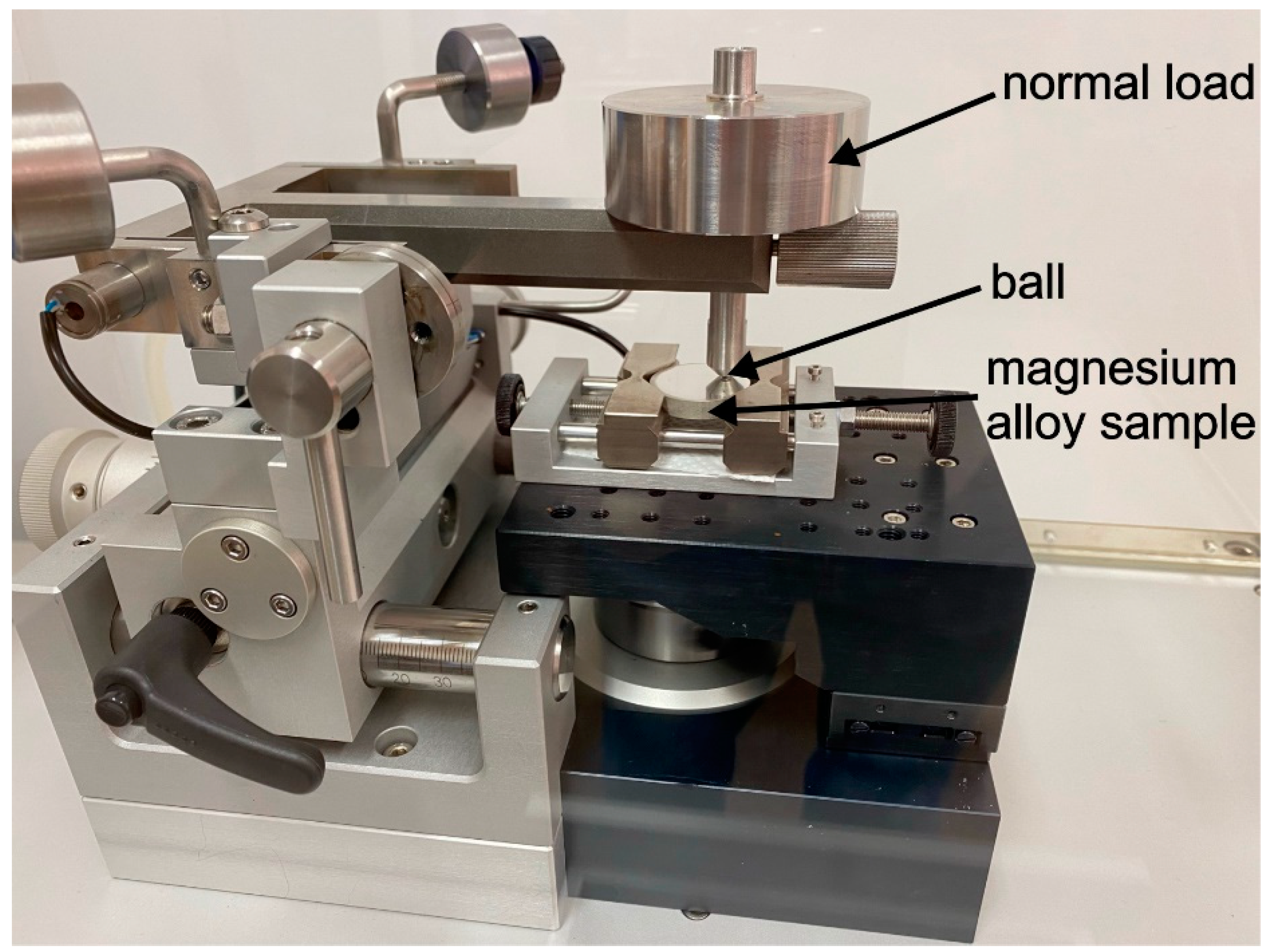
2. Materials and Research Methodology
3. Research Results and Discussion
4. Summary and Conclusions
- The complex heat treatment resulted in the formation of significant amounts of β’ and other phase precipitates, which, through changes in microstructure and mechanical properties, also affected the tribological test results obtained.
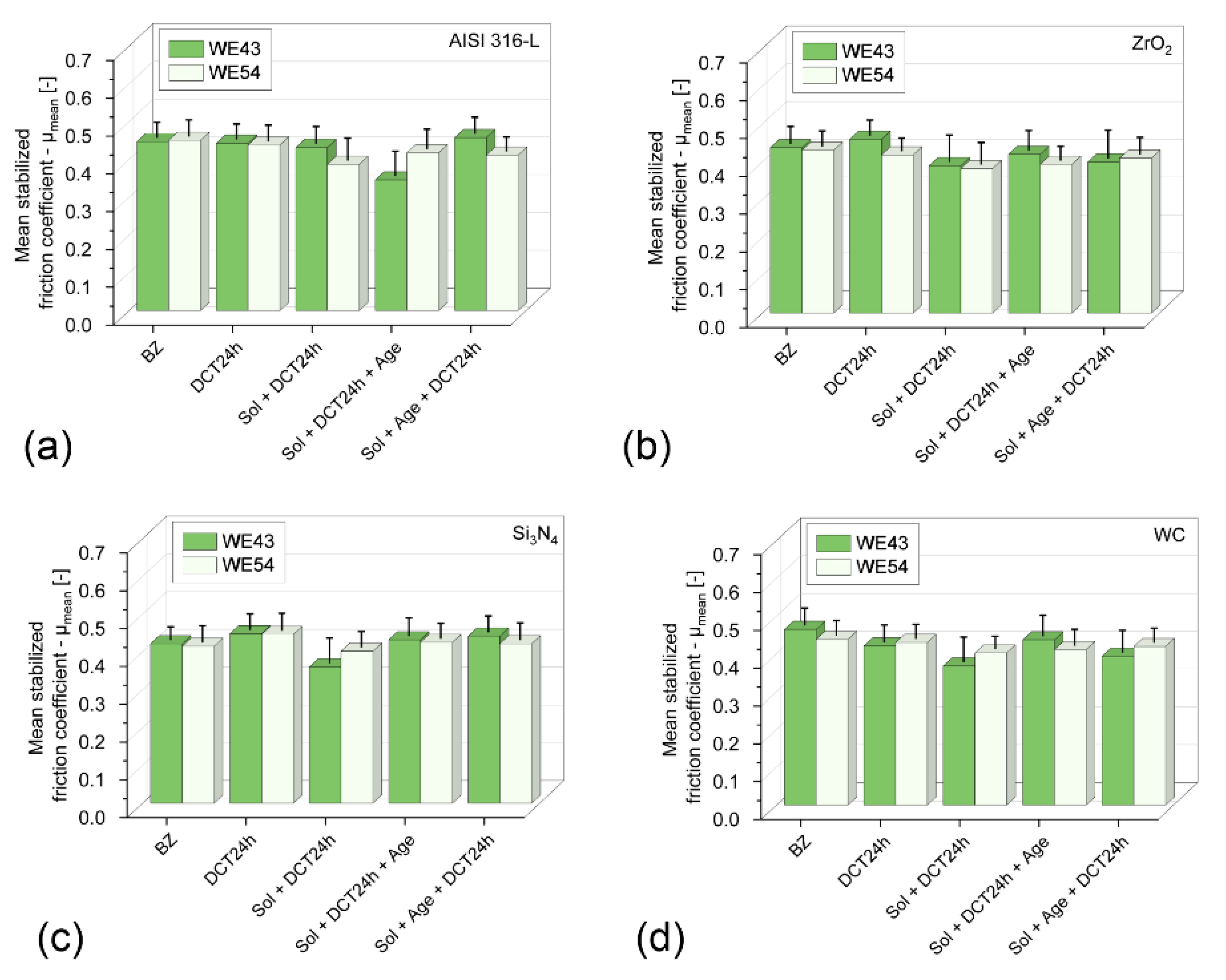
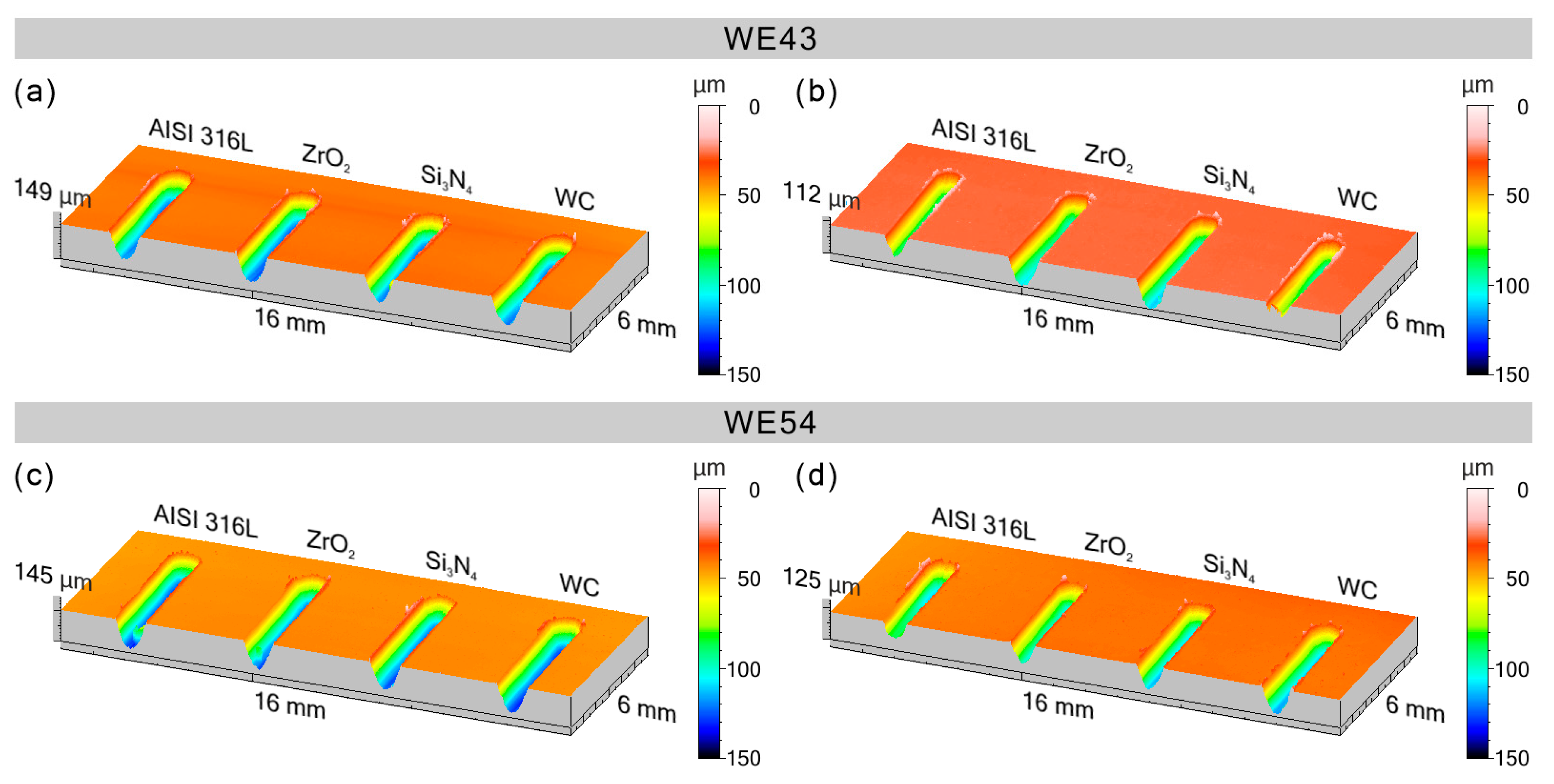
- Precipitation treatment combined with deep cryogenic treatment reduces the specific wear rate for WE43 and WE54 by 20–45% and 10–47%, respectively, depending on the material couple used, demonstrating the high effectiveness of the proposed complex heat treatment in terms of improving the tribological properties of these materials. The most advantageous results were obtained during friction against AISI 316-L steel for both WE43 and WE54 (an almost twofold reduction in the average volume of the wear track and specific wear rate). Favorable wear results were also obtained for the material coupled with ZrO2 (especially for the WE54 alloy). A reduction in the mean stabilized friction coefficient of approximately 10–20% was also observed, depending on the material couple and complex heat treatment applied.
- In order to obtain the most advantageous tribological properties, the number of individual stages of the complex heat treatment and the aging temperature are modified. WE54 alloy has more advantageous tribological properties after sub-zero treatment applied before and after aging, whereas WE43 alloy has more advantageous tribological properties after deep cryogenic treatment performed before aging.
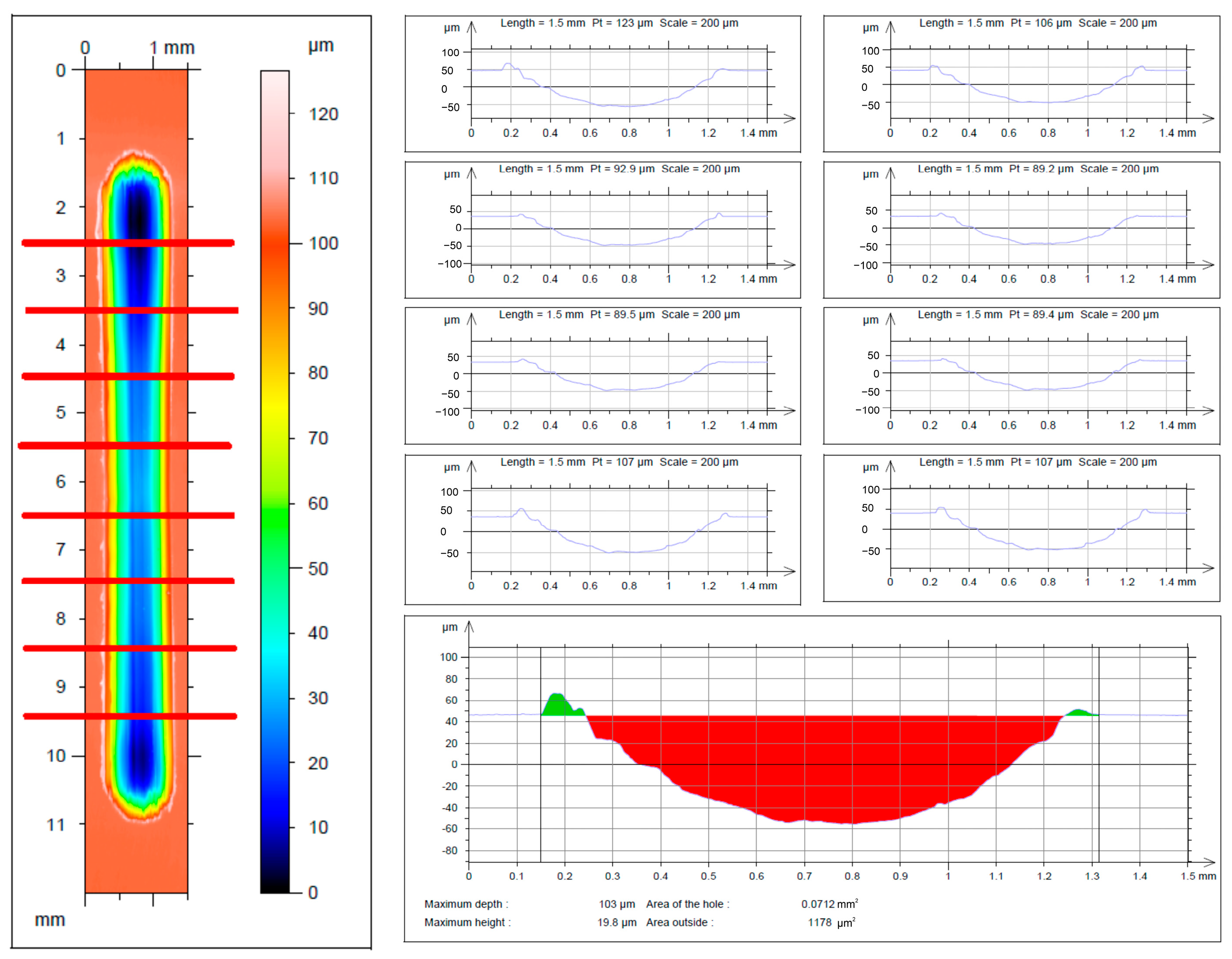
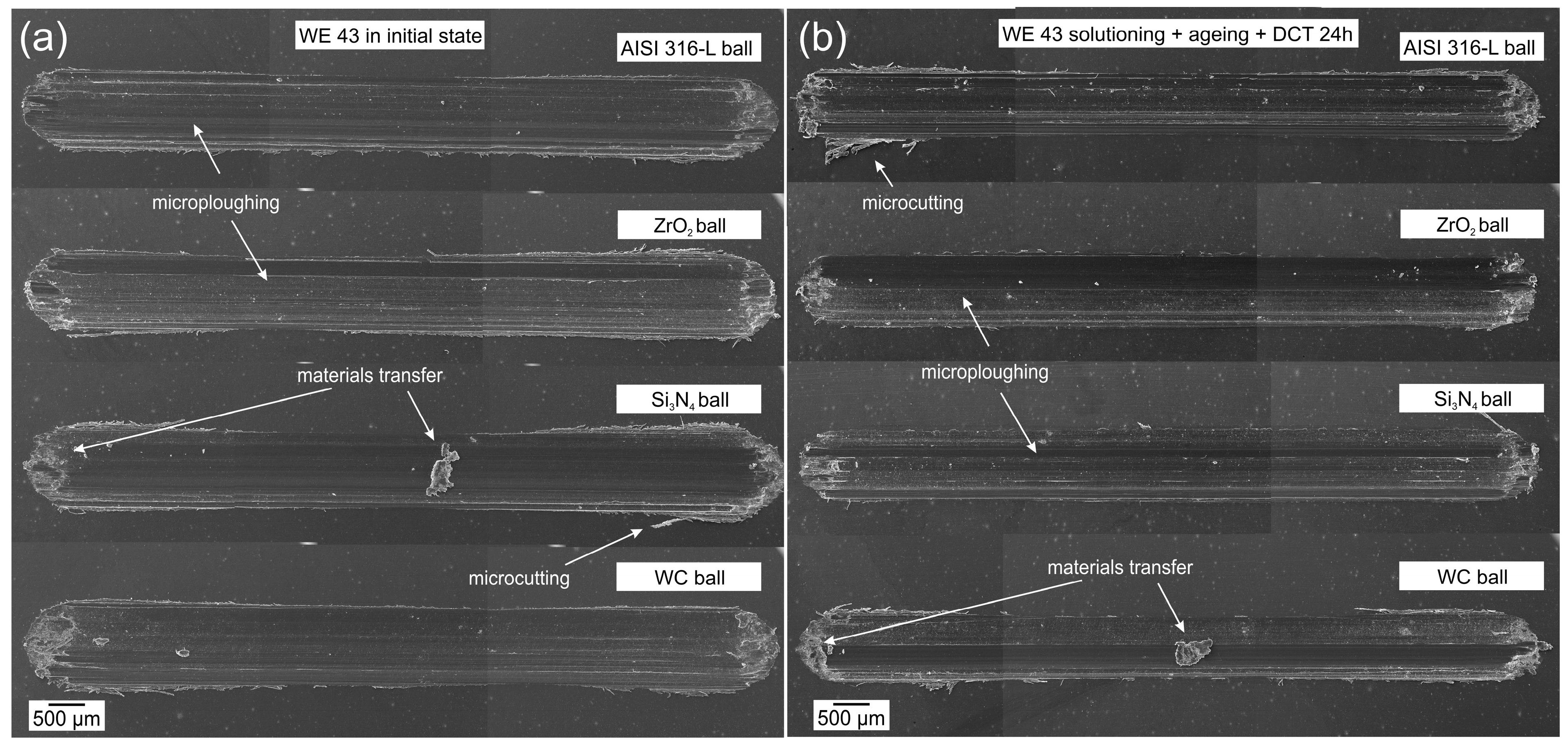
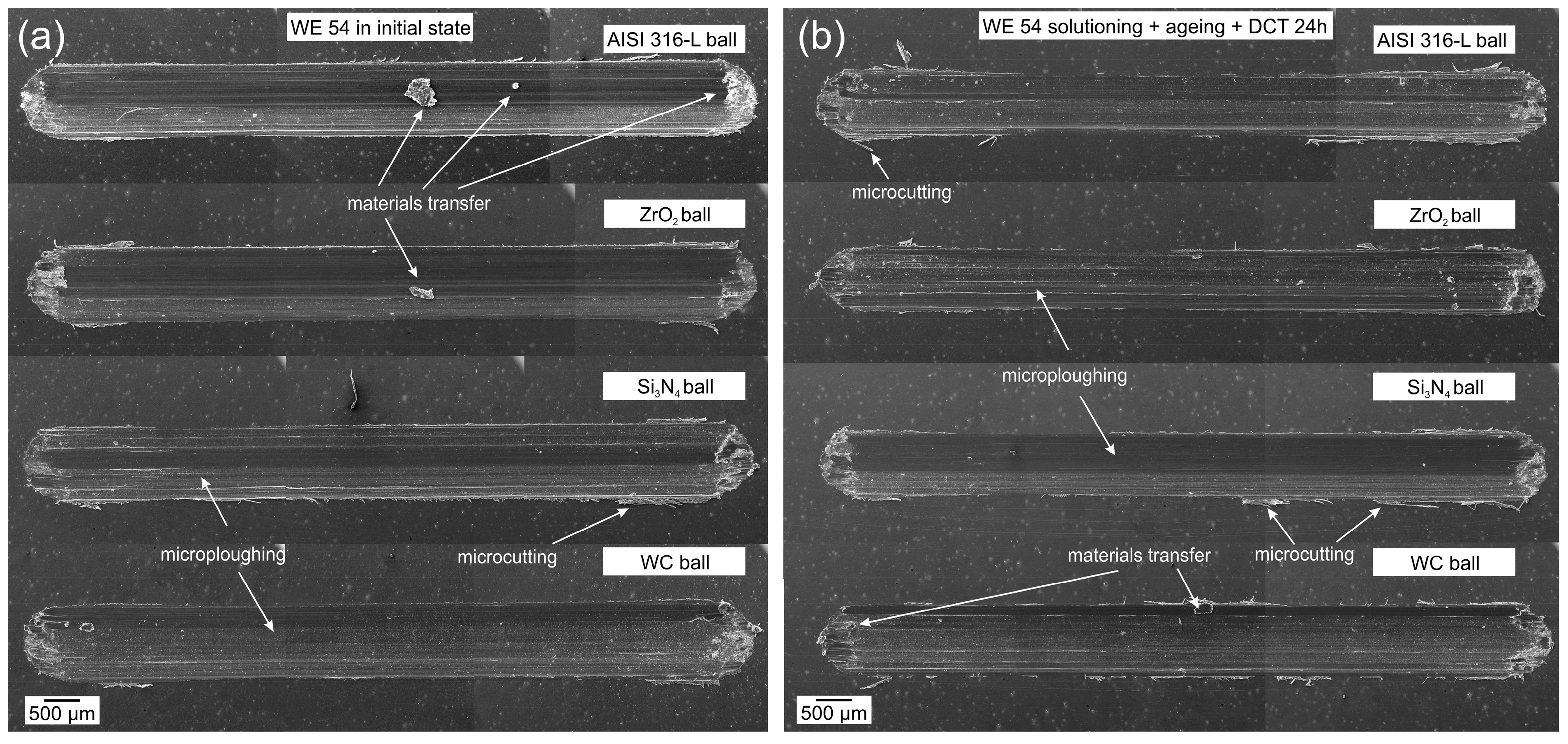
- Studies of the morphology of the wear tracks revealed that the predominant wear mechanism was abrasion, characterized by the formation of grooves and polishing on the friction surface; wear mechanisms such as microploughing, microcutting, and adhesion were present.
- Morphology analysis of the wear tracks further revealed the formation of several types of wear products: ribbon-like strip debris, lathy-shaped debris, and dust conglomeration debris, which also testify to the abrasive nature of the wear process of WE43 and WE54 alloys in linear reciprocating motion. Deep cryogenic treatment combined with precipitation hardening effectively reduces the amount of wear products formed.
- The results of the study demonstrate the effectiveness of complex heat treatment, including deep cryogenic treatment, as a method to improve the tribological wear resistance of magnesium alloys with rare earth metals. This offers the potential for new applications requiring high tribological wear resistance.
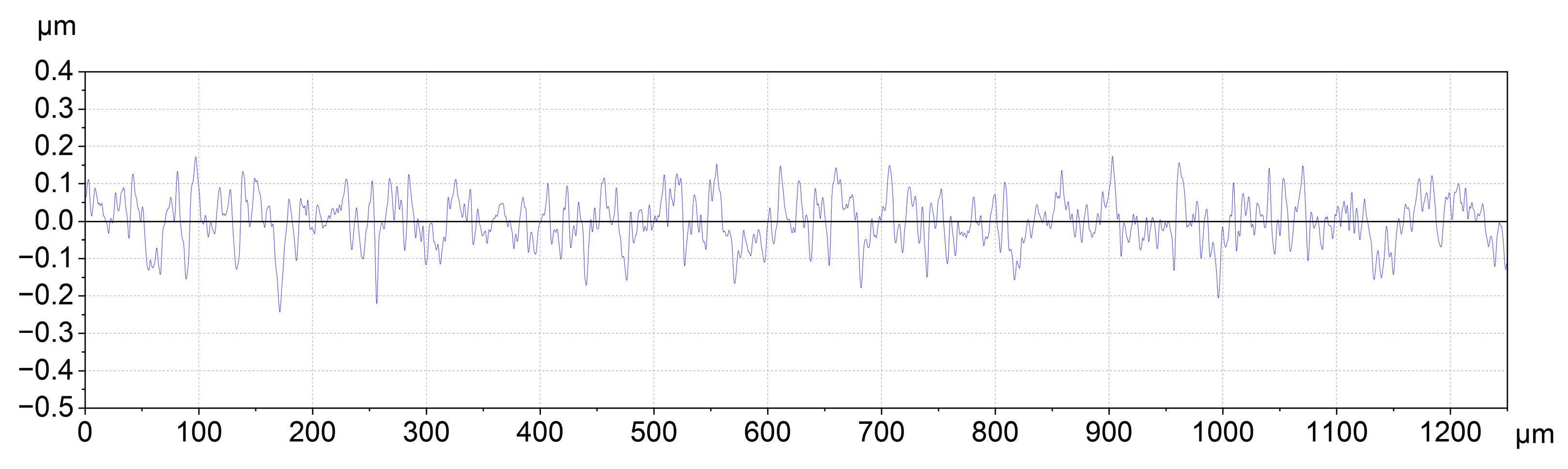
- During profilometry measurements of wear track areas, the ASTM G133 and ASTM D7755 standards were modified by extending the number of measured profiles from four to eight. This modification allows for a significant reduction in measurement error compared to the standard measurement procedure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rokhlin, L.L. Magnesium Alloys Containing Rare Earth Metals; Taylor and Francis: London, UK, 2003. [Google Scholar] [CrossRef]
- Satya Prasad, S.V.; Prasad, S.B.; Verma, K.; Kumar Mishra, R.; Kumar, V.; Singh, S. The Role and Significance of Magnesium in Modern Day Research-A Review. J. Magnes. Alloys 2022, 10, 1–61. [Google Scholar] [CrossRef]
- Antoniac, I.; Miculescu, M.; Manescu, V.; Stere, A.; Quan, P.H.; Paltânea, G.; Robu, A.; Earar, K. Magnesium-Based Alloys Used in Orthopedic Surgery. Materials 2022, 15, 1148. [Google Scholar] [CrossRef] [PubMed]
- Witte, F. The History of Biodegradable Magnesium Implants: A Review. Acta Biomater. 2010, 6, 1680–1692. [Google Scholar] [CrossRef] [PubMed]
- Kose, O. Magnesium (MgYREZr) Bioabsorbable Screws in Orthopedic Surgery. Available online: https://military-medicine.com/article/3830-magnesium-mgyrezr-bioabsorbable-screws-in-orthopedic-surgery.html (accessed on 6 November 2021).
- Staiger, M.P.; Pietak, A.M.; Huadmai, J.; Dias, G. Magnesium and Its Alloys as Orthopedic Biomaterials: A Review. Biomaterials 2006, 27, 1728–1734. [Google Scholar] [CrossRef]
- Waizy, H.; Diekmann, J.; Weizbauer, A.; Reifenrath, J.; Bartsch, I.; Neubert, V.; Schavan, R.; Windhagen, H. In Vivo Study of a Biodegradable Orthopedic Screw (MgYREZr-Alloy) in a Rabbit Model for up to 12 Months. J. Biomater. Appl. 2014, 28, 667–675. [Google Scholar] [CrossRef] [PubMed]
- Rahim, M.I.; Eifler, R.; Rais, B.; Mueller, P.P. Alkalization Is Responsible for Antibacterial Effects of Corroding Magnesium. J. Biomed. Mater. Res. 2015, 103, 3526–3532. [Google Scholar] [CrossRef] [PubMed]
- Kang, Y.H.; Huang, Z.H.; Wang, S.C.; Yan, H.; Chen, R.S.; Huang, J.C. Effect of Pre-Deformation on Microstructure and Mechanical Properties of WE43 Magnesium Alloy II: Aging at 250 and 300 °C. J. Magnes. Alloys 2020, 8, 103–110. [Google Scholar] [CrossRef]
- Jin, W.; Wu, G.; Feng, H.; Wang, W.; Zhang, X.; Chu, P.K. Improvement of Corrosion Resistance and Biocompatibility of Rare-Earth WE43 Magnesium Alloy by Neodymium Self-Ion Implantation. Corros. Sci. 2015, 94, 142–155. [Google Scholar] [CrossRef]
- Ayerdi, J.J.; Aginagalde, A.; Llavori, I.; Bonse, J.; Spaltmann, D.; Zabala, A. Ball-on-Flat Linear Reciprocating Tests: Critical Assessment of Wear Volume Determination Methods and Suggested Improvements for ASTM D7755 Standard. Wear 2021, 470–471, 203620. [Google Scholar] [CrossRef]
- ASTM Standard G133-22; Standard Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D7755-11; Standard Practice for Determining the Wear Volume on Standard Test Pieces Used by High-Frequency, Linear-Oscillation (SRV) Test Machine. ASTM International: West Conshohocken, PA, USA, 2022.
- Barylski, A.; Aniołek, K.; Dercz, G.; Kupka, M.; Kaptacz, S. The Effect of Deep Cryogenic Treatment and Precipitation Hardening on the Structure, Micromechanical Properties and Wear of the Mg-Y-Nd-Zr Alloy. Wear 2021, 468–469, 203587. [Google Scholar] [CrossRef]
- Barylski, A.; Aniołek, K. Effect of Deep Cryogenic Treatment Time on Micromechanical and Tribological Properties of Magnesium Alloys WE43 and WE54. Tribologia 2022, 302, 7–16. [Google Scholar] [CrossRef]
- Barylski, A.; Aniołek, K.; Dercz, G.; Matuła, I.; Rak, J.; Mazur, I. The Effect of Changes in the Aging Temperature Combined with Deep Cryogenic Treatment on the Structure, Phase Composition, and Micromechanical Properties of the WE43 Magnesium Alloy. Materials 2023, 16, 7447. [Google Scholar] [CrossRef] [PubMed]
- ISO 21920-2:2021; Geometrical Product Specifications (GPS). Surface Texture: Profile. Part 2: Terms, Definitions and Surface Texture Parameters. European Committee for Standardization: Brussels, Belgium, 2021.
- ASTM G99-23; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2023.
- Czichos, H.; Becker, S.; Lexow, J. Multilaboratory Tribotesting: Results from the VAMAS Program on Wear Test Methods. Wear 1987, 114, 109–130. [Google Scholar] [CrossRef]
- García-León, R.A.; Martínez-Trinidad, J.; Zepeda-Bautista, R.; Campos-Silva, I.; Guevara-Morales, A.; Martínez-Londoño, J.; Barbosa-Saldaña, J. Dry sliding wear test on borided AISI 316L stainless steel under ball-on-flat configuration: A statistical analysis. Tribol. Int. 2021, 157, 106885. [Google Scholar] [CrossRef]
- García-León, R.A.; Martínez-Trinidad, J.; Campos-Silva, I.; Figueroa-López, U.; Guevara-Morales, A. Wear maps of borided AISI 316L steel under ball-on-flat dry sliding conditions. Mater. Lett. 2021, 282, 128842. [Google Scholar] [CrossRef]
- Oshida, Y. Magnesium Materials: From Mountain Bikes to Degradable Bone Grafts; De Gruyter: Berlin, Germany; Boston, MA, USA, 2021; ISBN 3110676923. [Google Scholar]
- Barylski, A.; Aniołek, K.; Dercz, G.; Kupka, M.; Matuła, I.; Kaptacz, S. The Sclerometrical, Mechanical and Wear Behavior of the Mg-Y-Nd Magnesium Alloy after Deep Cryogenic Treatment Combined with Heat Treatment. Materials 2021, 14, 1218. [Google Scholar] [CrossRef] [PubMed]
- Kiełbus, A. The Influence of Solution Treatment Time on the Microstructure of WE43 Magnesium Alloy. Acta Metall. Slovaca 2007, 13, 653–655. [Google Scholar]
- Nie, J.F.; Muddle, B.C. Characterisation of Strengthening Precipitate Phases in a Mg-Y-Nd Alloy. Acta Mater. 2000, 48, 1691–1703. [Google Scholar] [CrossRef]
- Nie, J.F. Precipitation and Hardening in Magnesium Alloys. Met. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef]
- Kiełbus, A. The Influence of Ageing on Structure and Mechanical Properties of WE54 Alloy. J. Achiev. Mater. Manuf. Eng. 2007, 23, 27–30. [Google Scholar]
- Samuels, L.E.; Doyle, E.D.; Turley, D.M. Sliding Wear Mechanisms. In Fundamentals of Friction and Wear of Materials; Rigney, D.A., Ed.; American Society for Metals: Metals Park, OH, USA, 1981; pp. 13–41. [Google Scholar]
- Campbell, C.E.; Bendersky, L.A.; Boettinger, W.; Ivester, J.R. Microstructural characterization of Al-7075-T651 chips and work pieces produced by high-speed machining. Mater. Sci. Eng. A 2006, 430, 15. [Google Scholar] [CrossRef]
- Manickam, M.; Singh, P.; Issa, T.B.; Thurgate, S.; De Marco, R. Lithium Insertion into Manganese Dioxide Electrode in MnO2/Zn Aqueous Battery: Part III. Electrochemical Behavior of γ-MnO2 in Aqueous Lithium Hydroxide Electrolyte. J. Power Sources 2006, 153, 165–169. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component Content, wt.% | ||||||
|---|---|---|---|---|---|---|
| Alloy Type | Y | RE | Zr | Zn | Cu | Mn |
| WE43 | 4.0 | 5.3 | 0.49 | 0.01 | 0.002 | 0.02 |
| WE54 | 5.2 | 4.3 | 0.5 | 0.01 | 0.002 | 0.009 |
| Sample | Stage of Heat Treatment | ||
|---|---|---|---|
| Solution Treatment (Sol) | Deep Cryogenic Treatment (DCT 24 h) | Aging (Age) | |
| WE43—BZ | - | - | - |
| WE54—BZ | - | - | - |
| WE43—DCT 24 h | - | −196 °C/24 h | - |
| WE54—DCT 24 h | - | −196 °C/24 h | - |
| WE43—Sol + DCT 24 h | 545 °C/8 h | −196 °C/24 h | - |
| WE54—Sol + DCT 24 h | 545 °C/8 h | −196 °C/24 h | - |
| WE43—Sol + DCT 24 h + Age | 545 °C/8 h | −196 °C/24 h | 225 °C/24 h |
| WE54—Sol + DCT 24 h + Age | 545 °C/8 h | −196 °C/24 h | 250 °C/24 h |
| WE43—Sol + Age + DCT 24 h | 545 °C/8 h | −196 °C/24 h (before and after aging) | 225 °C/24 h |
| WE54—Sol + Age + DCT 24 h | 545 °C/8 h | −196 °C/24 h (before and after aging) | 250 °C/24 h |
| Property | Symbol and Unit | Values | |||
|---|---|---|---|---|---|
| AISI 316-L | ZrO2 | Si3N4 | WC | ||
| Density | δ [g/cm³] | 7.95 | 6.0 | 3.26 | 14.95 |
| Young’s modulus | E [GPa] | 200 | 213 | 300 | 650 |
| Specific heat | c [J/kg∙K] | 500 | 450 | 740 | 225 |
| Coefficient of linear thermal expansion | A [10−6/°C] | 17 | 9.8 | 3.4 | 5.9 |
| Thermal conductivity | λ [W/(m∙K)] | 15.0 | 3.3 | 25.0 | 87.0 |
| Hardness | - | 10–25 HRC | 87–91 HRA | 1400–1600 HV | 1550–1780 HV |
| Ultimate tensile strength | UTS [MPa] | 550–1250 | - | - | - |
| Ultimate compressive strength | UTS [MPa] | - | 1750–2500 | 2300–4000 | 5500–5800 |
| Poisson ratio | ν [-] | 0.30 | 0.32 | 0.28 | 0.20 |
| Maximum Hertzian stress with magnesium alloy (WE43, WE54) tribological couple—own analysis | (σc)max [MPa] | 888.2 | 896.3 | 925.4 | 970.2 |
| Linear Reciprocating Motion | |
|---|---|
 | |
| Load L | 5 N |
| Amplitude s | 10 mm |
| Frequency f | 2.5 Hz |
| Friction distance D | 50 m |
| Max. linear velocity v | 7.85 cm/s |
| Name of Specimen | Average Volume of the Wear Track V [mm3] | Specific Wear Rate k∙10−3 [mm3/Nm] | Mean Stabilized Friction Coefficient µmean [-] | |||
|---|---|---|---|---|---|---|
| Value | Standard Deviation | Value | Standard Deviation | Value | Standard Deviation | |
| WE43—BZ | 0.577 | 0.073 | 2.31 | 0.29 | 0.448 | 0.040 |
| WE54—BZ | 0.550 | 0.048 | 2.20 | 0.19 | 0.451 | 0.043 |
| WE43—DCT 24 h | 0.497 | 0.069 | 1.99 | 0.28 | 0.443 | 0.040 |
| WE54—DCT 24 h | 0.372 | 0.042 | 1.49 | 0.17 | 0.439 | 0.041 |
| WE43—Sol + DCT 24 h | 0.494 | 0.090 | 1.97 | 0.36 | 0.432 | 0.045 |
| WE54—Sol + DCT 24 h | 0.486 | 0.036 | 1.95 | 0.15 | 0.387 | 0.058 |
| WE43—Sol + DCT 24 h + Age | 0.332 | 0.126 | 1.33 | 0.51 | 0.346 | 0.066 |
| WE54—Sol + DCT 24 h + Age | 0.481 | 0.073 | 1.92 | 0.29 | 0.418 | 0.051 |
| WE43—Sol + Age + DCT 24 h | 0.343 | 0.052 | 1.37 | 0.21 | 0.458 | 0.043 |
| WE54—Sol + Age + DCT 24 h | 0.304 | 0.064 | 1.22 | 0.26 | 0.412 | 0.037 |
| Name of Specimen | Average Volume of the Wear Track V [mm3] | Specific Wear Rate k∙10−3 [mm3/Nm] | Mean Stabilized Coefficient of Dry Friction µmean [-] | |||
|---|---|---|---|---|---|---|
| Value | Standard Deviation | Value | Standard Deviation | Value | Standard Deviation | |
| WE43—BZ | 0.585 | 0.084 | 2.34 | 0.34 | 0.438 | 0.045 |
| WE54—BZ | 0.516 | 0.030 | 2.06 | 0.12 | 0.431 | 0.040 |
| WE43—DCT 24 h | 0.486 | 0.052 | 1.94 | 0.21 | 0.460 | 0.040 |
| WE54—DCT 24 h | 0.366 | 0.024 | 1.46 | 0.10 | 0.419 | 0.034 |
| WE43—Sol + DCT 24 h | 0.380 | 0.039 | 1.52 | 0.16 | 0.390 | 0.070 |
| WE54—Sol + DCT 24 h | 0.414 | 0.074 | 1.66 | 0.30 | 0.383 | 0.058 |
| WE43—Sol + DCT 24 h + Age | 0.405 | 0.059 | 1.62 | 0.23 | 0.421 | 0.052 |
| WE54—Sol + DCT 24 h + Age | 0.426 | 0.077 | 1.70 | 0.31 | 0.394 | 0.037 |
| WE43—Sol + Age + DCT 24 h | 0.489 | 0.053 | 1.96 | 0.21 | 0.400 | 0.073 |
| WE54—Sol + Age + DCT 24 h | 0.318 | 0.050 | 1.27 | 0.20 | 0.410 | 0.044 |
| Name of Specimen | Average Volume of the Wear Track V [mm3] | Specific Wear Rate k∙10−3 [mm3/Nm] | Mean Stabilized Coefficient of Dry Friction µmean [-] | |||
|---|---|---|---|---|---|---|
| Value | Standard Deviation | Value | Standard Deviation | Value | Standard Deviation | |
| WE43—BZ | 0.572 | 0.094 | 2.29 | 0.38 | 0.422 | 0.034 |
| WE54—BZ | 0.524 | 0.042 | 2.10 | 0.17 | 0.415 | 0.043 |
| WE43—DCT 24 h | 0.542 | 0.024 | 2.17 | 0.09 | 0.448 | 0.042 |
| WE54—DCT 24 h | 0.478 | 0.036 | 1.91 | 0.15 | 0.447 | 0.045 |
| WE43—Sol + DCT 24 h | 0.418 | 0.085 | 1.66 | 0.34 | 0.360 | 0.066 |
| WE54—Sol + DCT 24 h | 0.398 | 0.062 | 1.59 | 0.25 | 0.402 | 0.041 |
| WE43—Sol + DCT 24 h + Age | 0.370 | 0.069 | 1.48 | 0.28 | 0.432 | 0.048 |
| WE54—Sol + DCT 24 h + Age | 0.480 | 0.033 | 1.92 | 0.13 | 0.426 | 0.040 |
| WE43—Sol + Age + DCT 24 h | 0.510 | 0.025 | 2.04 | 0.10 | 0.443 | 0.042 |
| WE54—Sol + Age + DCT 24 h | 0.378 | 0.057 | 1.51 | 0.23 | 0.422 | 0.045 |
| Name of Specimen | Average Volume of the Wear track V [mm3] | Specific Wear Rate k∙10−3 [mm3/Nm] | Mean Stabilized Coefficient of Dry Friction µmean [-] | |||
|---|---|---|---|---|---|---|
| Value | Standard Deviation | Value | Standard Deviation | Value | Standard Deviation | |
| WE43—BZ | 0.591 | 0.077 | 2.36 | 0.31 | 0.465 | 0.045 |
| WE54—BZ | 0.553 | 0.035 | 2.21 | 0.14 | 0.438 | 0.039 |
| WE43—DCT 24 h | 0.469 | 0.053 | 1.88 | 0.21 | 0.421 | 0.045 |
| WE54—DCT 24 h | 0.408 | 0.042 | 1.63 | 0.17 | 0.430 | 0.037 |
| WE43—Sol + DCT 24 h | 0.456 | 0.012 | 1.82 | 0.48 | 0.368 | 0.066 |
| WE54—Sol + DCT 24 h | 0.451 | 0.053 | 1.80 | 0.21 | 0.403 | 0.033 |
| WE43—Sol + DCT 24 h + Age | 0.396 | 0.058 | 1.59 | 0.23 | 0.437 | 0.054 |
| WE54—Sol + DCT 24 h + Age | 0.414 | 0.030 | 1.66 | 0.12 | 0.411 | 0.043 |
| WE43—Sol + Age + DCT 24 h | 0.316 | 0.061 | 1.26 | 0.24 | 0.394 | 0.058 |
| WE54—Sol + Age + DCT 24 h | 0.446 | 0.019 | 1.78 | 0.08 | 0.420 | 0.038 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barylski, A.; Aniołek, K.; Dercz, G.; Matuła, I.; Kaptacz, S.; Rak, J.; Paszkowski, R. Improving the Tribological Properties of WE43 and WE54 Magnesium Alloys by Deep Cryogenic Treatment with Precipitation Hardening in Linear Reciprocating Motion. Materials 2024, 17, 2011. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092011
Barylski A, Aniołek K, Dercz G, Matuła I, Kaptacz S, Rak J, Paszkowski R. Improving the Tribological Properties of WE43 and WE54 Magnesium Alloys by Deep Cryogenic Treatment with Precipitation Hardening in Linear Reciprocating Motion. Materials. 2024; 17(9):2011. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092011
Chicago/Turabian StyleBarylski, Adrian, Krzysztof Aniołek, Grzegorz Dercz, Izabela Matuła, Sławomir Kaptacz, Jan Rak, and Robert Paszkowski. 2024. "Improving the Tribological Properties of WE43 and WE54 Magnesium Alloys by Deep Cryogenic Treatment with Precipitation Hardening in Linear Reciprocating Motion" Materials 17, no. 9: 2011. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092011