
Thermal Conductivity and Sintering Mechanism of Aluminum/Diamond Composites Prepared by DC-Assisted Fast Hot-Pressing Sintering
 ,
,
Abstract
:1. Introduction
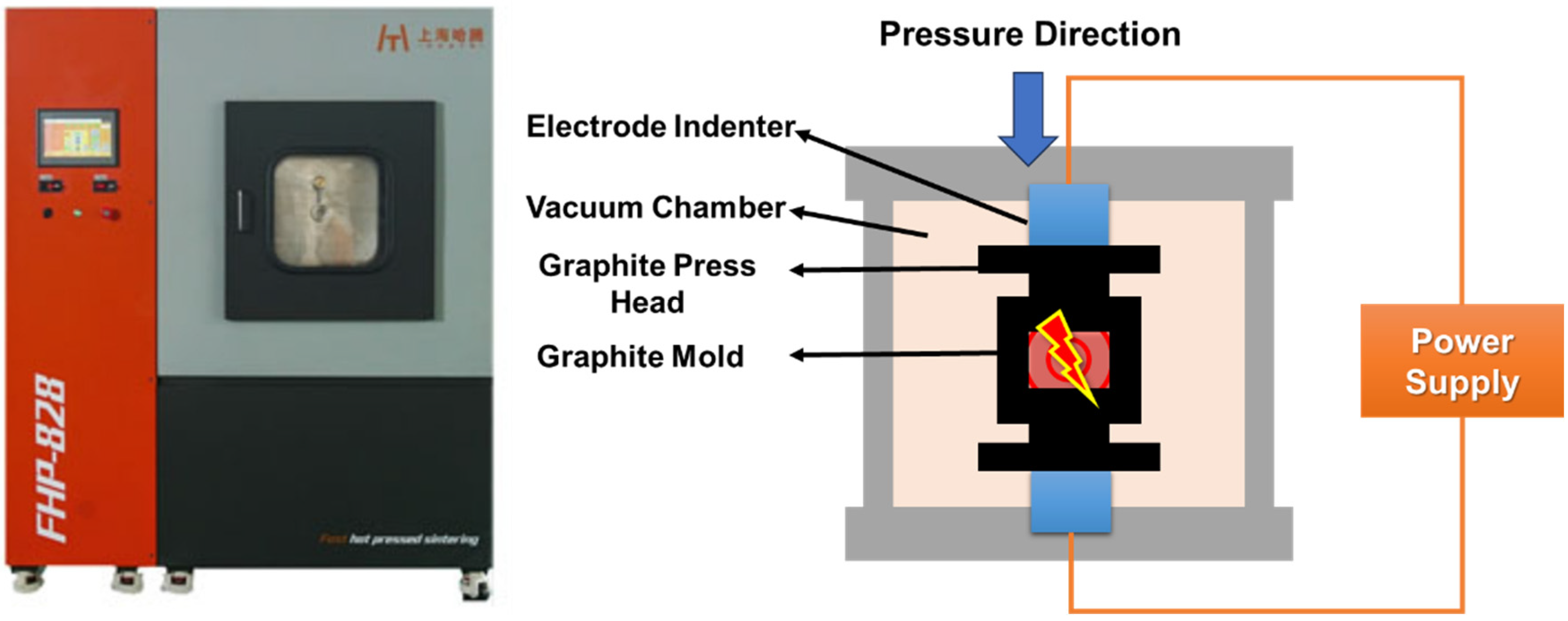
2. Experimental Process
2.1. Materials
2.2. Material Characterization
3. Experimental Results and Discussion
3.1. Effect of Parameter Optimization of FHP Sintering Process on Microstructure and Thermal Conductivity
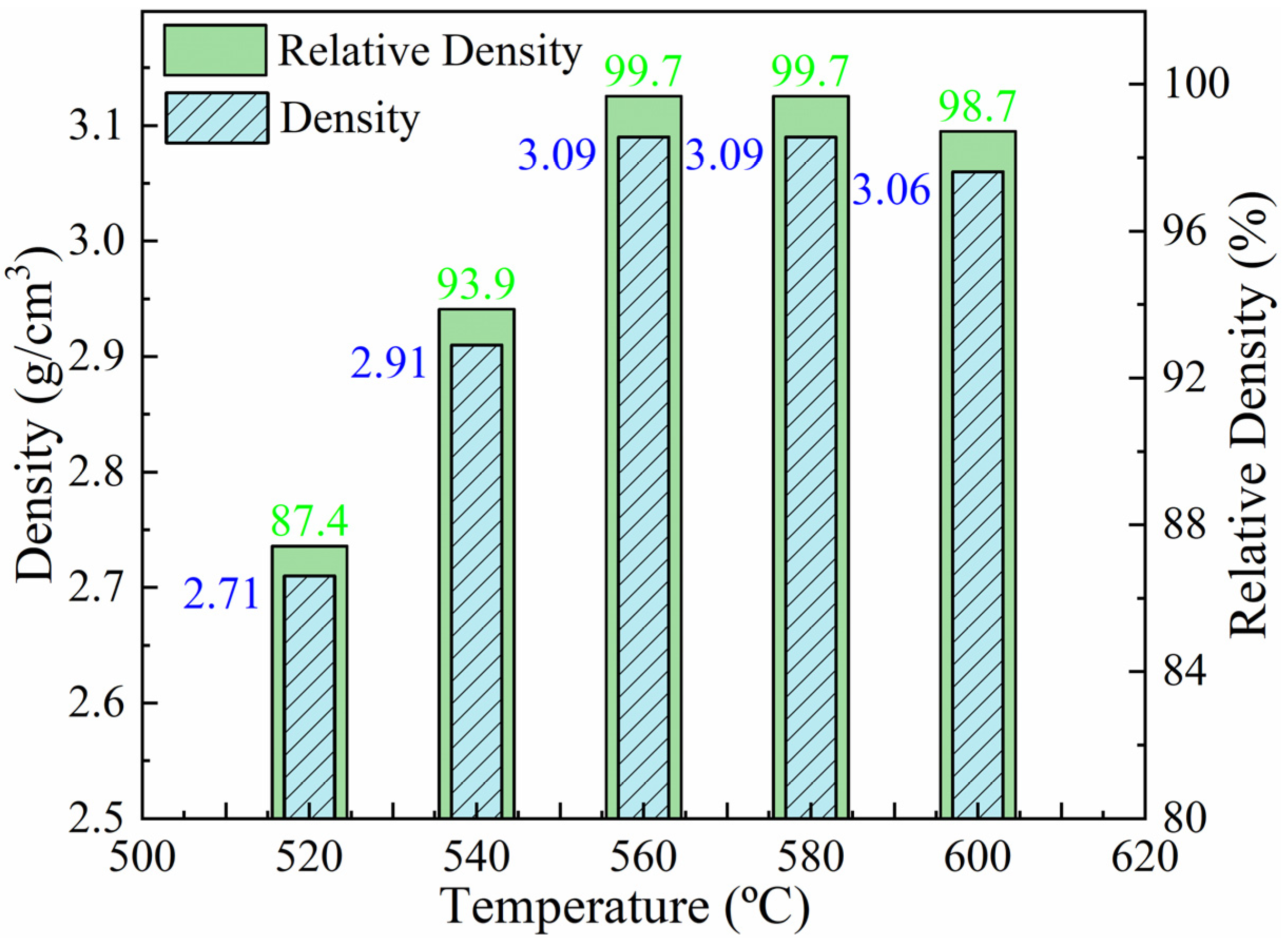
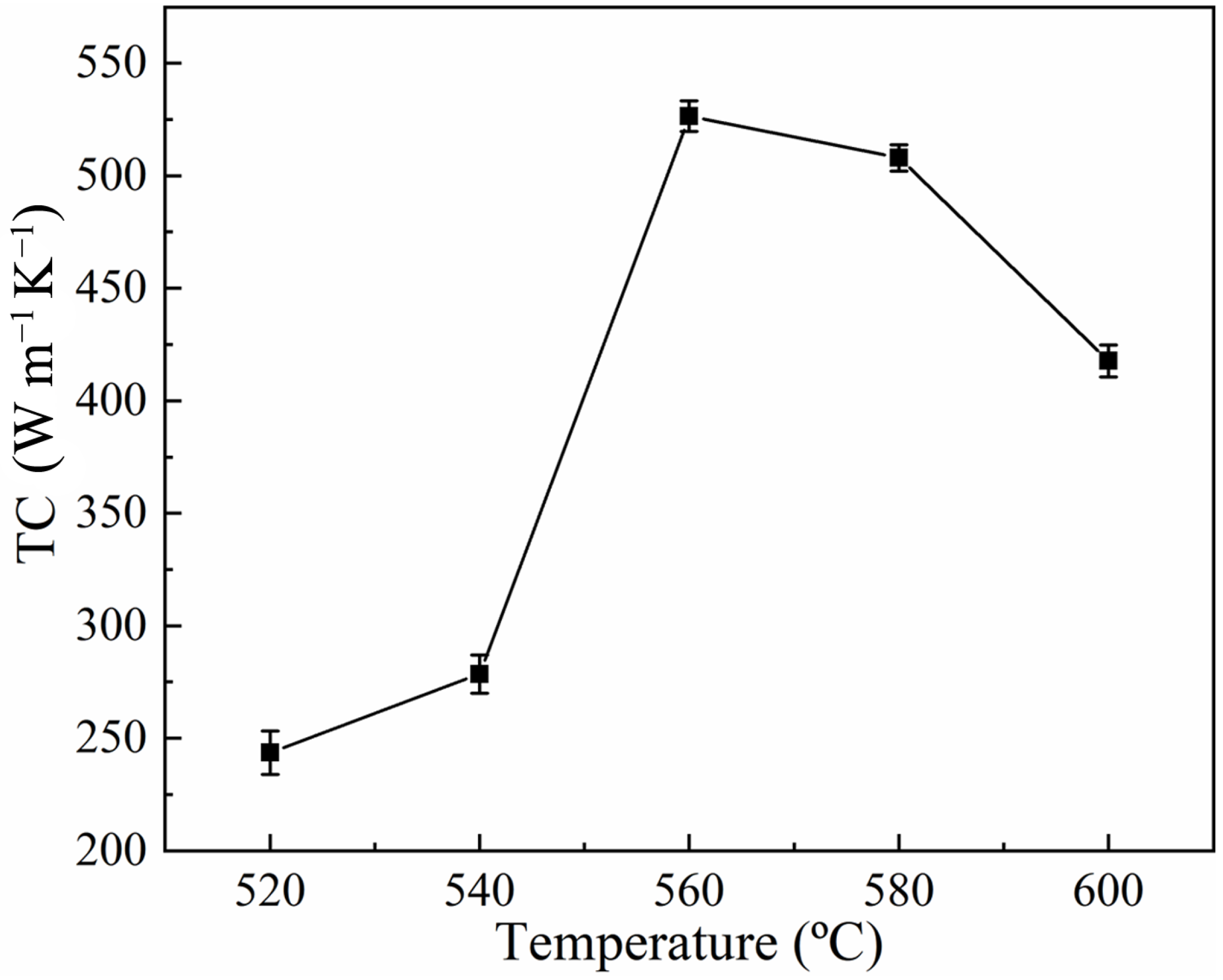
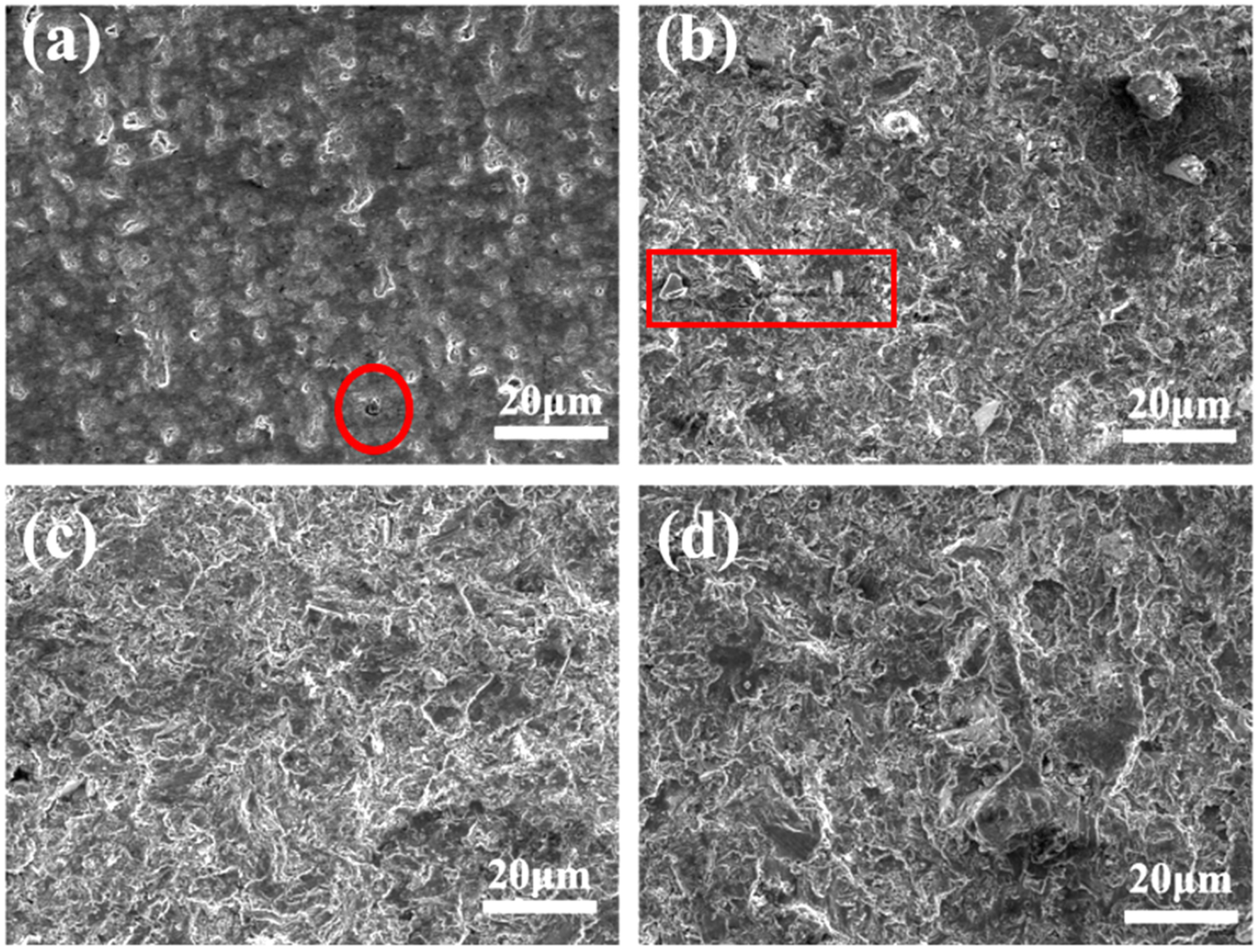
3.1.1. Sintering Temperature
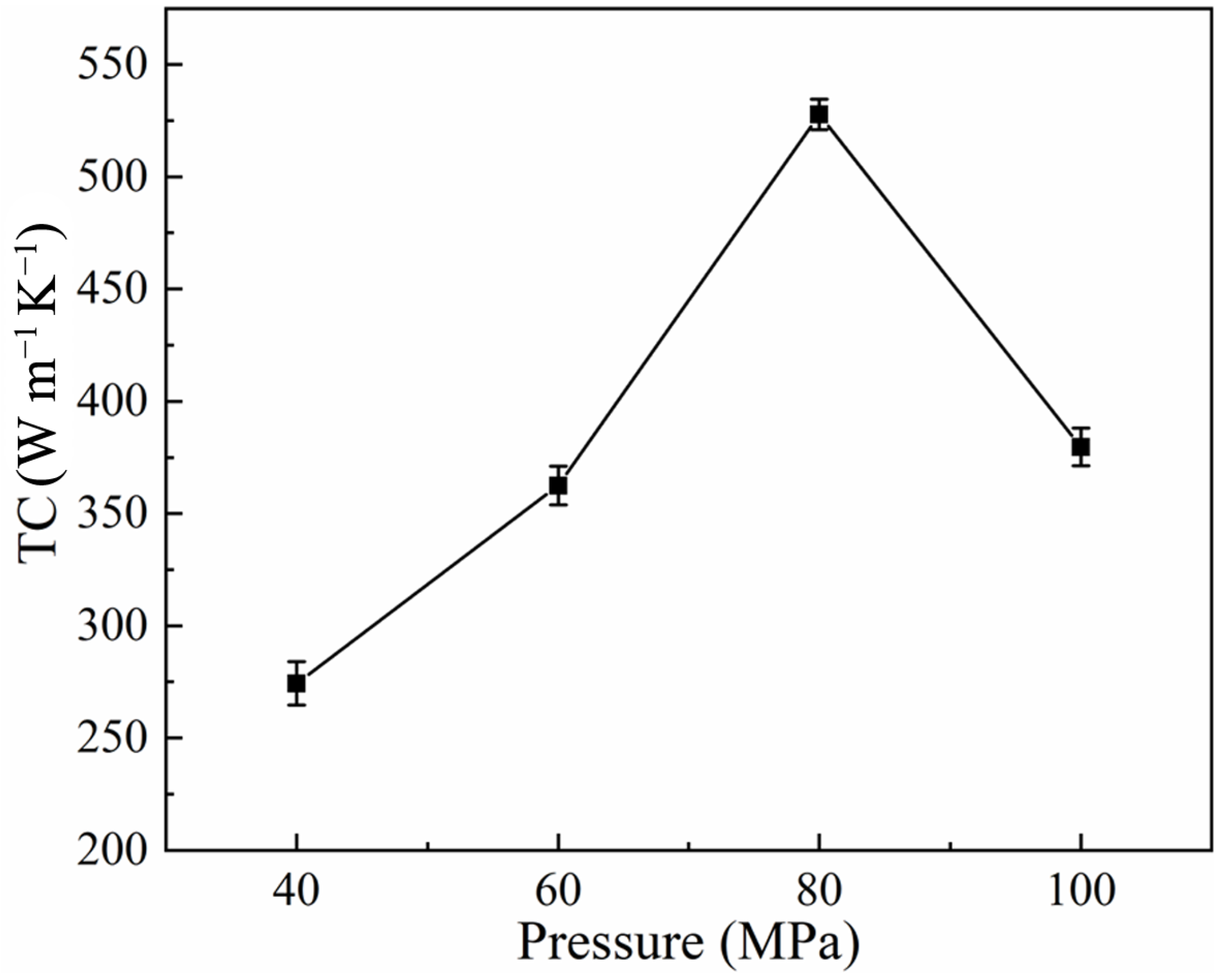
3.1.2. Sintering Pressure
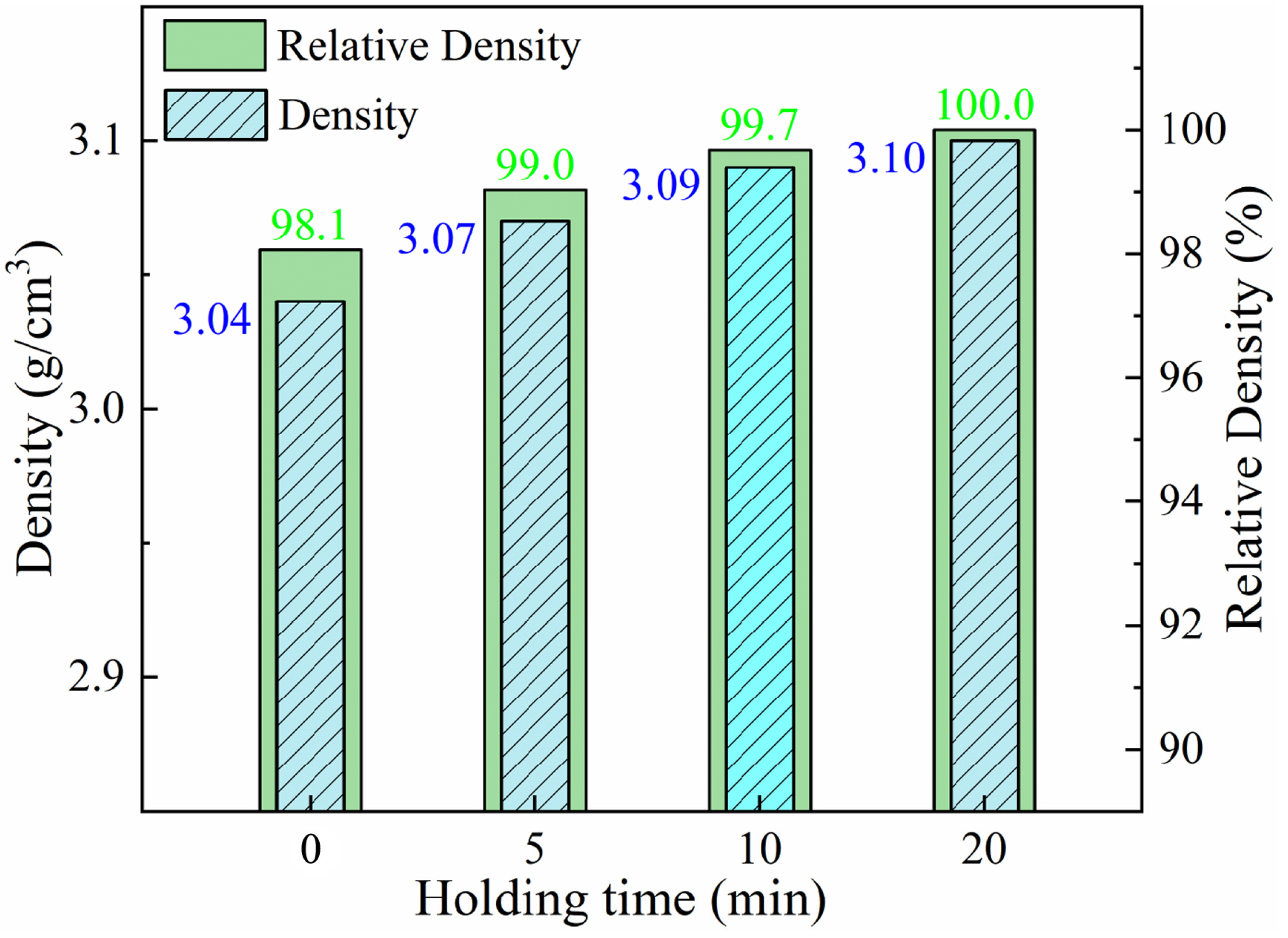
3.1.3. Holding Time
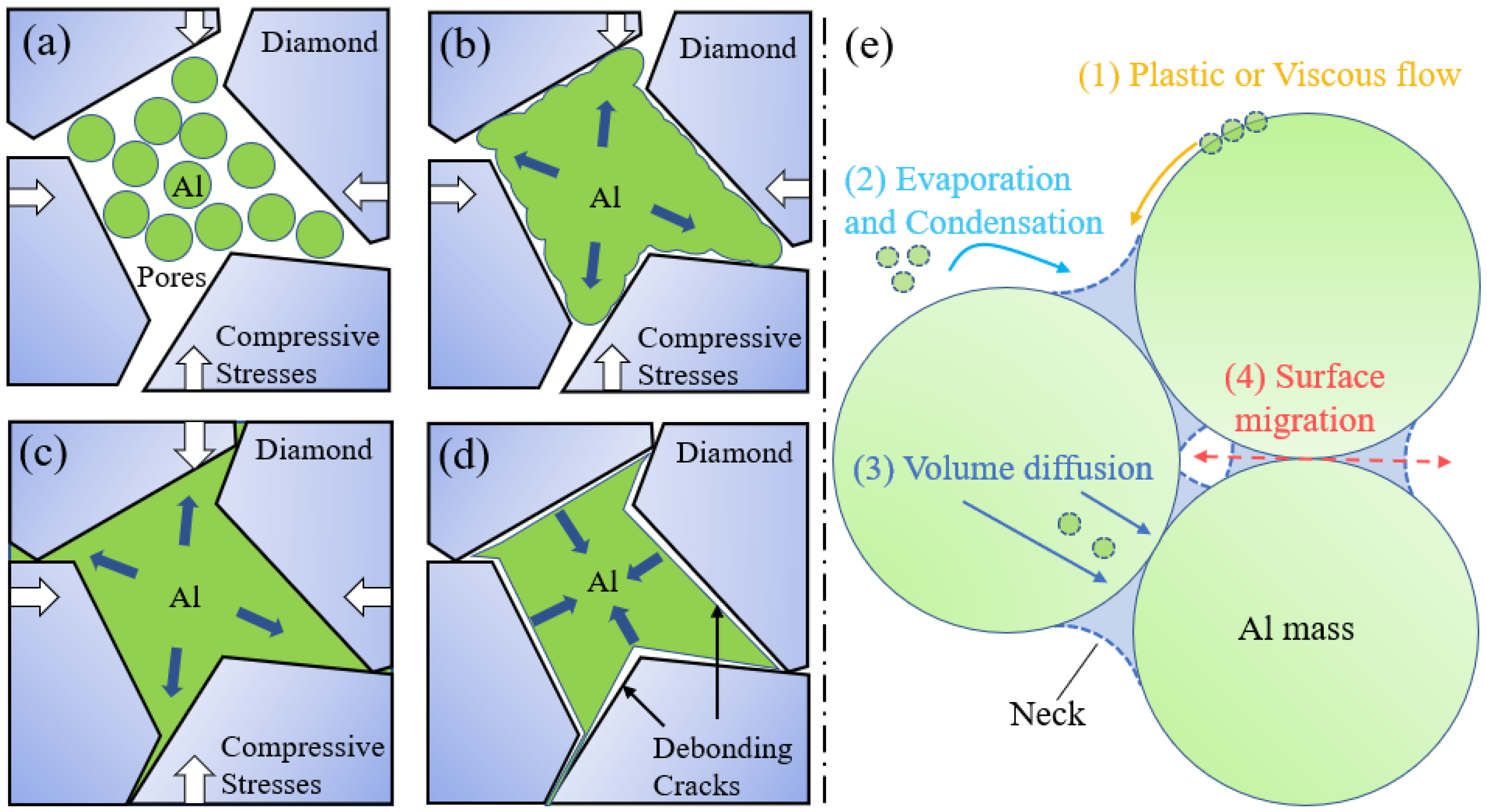
3.2. Sintering Mechanism of Al/Diamond Composites Prepared by FHP Process
3.3. Thermal Conductivity of Al/Diamond Composites Prepared by FHP Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, P.; Zhang, Q.; Qu, S.; Wang, Z.; Gou, H.; Shil’Ko, S.V.; Kobayashi, E.; Wu, G. Effect of interface structure on thermal conductivity and stability of diamond/aluminum composites. Compos. Part A Appl. Sci. Manuf. 2022, 162, 107161. [Google Scholar] [CrossRef]
- Zhang, S.; Xu, X.; Lin, T.; He, P. Recent advances in nano-materials for packaging of electronic devices. J. Mater. Sci. Mater. Electron. 2019, 30, 13855–13868. [Google Scholar] [CrossRef]
- Jiao, Z.; Kang, H.; Zhou, B.; Kang, A.; Wang, X.; Li, H.; Yu, Z.; Ma, L.; Zhou, K.; Wei, Q. Research progress of diamond/aluminum composite interface design. Funct. Diam. 2022, 2, 25–39. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y. Trend of the development of metal-based heat dissipative materials. Microelectron. Reliab. 2017, 79, 5–19. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Morisada, Y.; Sugioka, M.; Tanaka, M.; Takeuchi, T.; Kawahara, M.; Makino, Y. Thermal conductivity of diamond particle dispersed aluminum matrix composites fabricated in solid–liquid co-existent state by SPS. Compos. Part B Eng. 2011, 42, 1029–1034. [Google Scholar] [CrossRef]
- Haque, A.; Shekhar, S.; Murty, S.N.; Ramkumar, J.; Kar, K.; Mondal, K. Fabrication of controlled expansion Al-Si composites by pressureless and spark plasma sintering. Adv. Powder Technol. 2018, 29, 3427–3439. [Google Scholar] [CrossRef]
- Pietrak, K.; Wiśniewski, T.S. A review of models for effective thermal conductivity of composite materials. J. Power Technol. 2015, 95, 14–24. [Google Scholar]
- Yu, K.; Li, C.; Yang, J.; Cai, Z.Y. Production and properties of a 90% Si-Al alloy for electronic packaging applications. In Materials Science Forum; Trans Tech Publications, Ltd.: Bäch, Switzerland, 2009; Volume 610, pp. 542–545. [Google Scholar]
- Wang, F.; Xiong, B.; Zhang, Y.; Zhu, B.; Liu, H.; Wei, Y. Microstructure, thermo-physical and mechanical properties of spray-deposited Si–30Al alloy for electronic packaging application. Mater. Charact. 2008, 59, 1455–1457. [Google Scholar] [CrossRef]
- Sangha, S.P.S.; Jacobson, D.M.; Ogilvy AJ, W.; Azema, M.; Junai, A.A.; Botter, E. Novel aluminium-silicon alloys for electronics packaging. Eng. Sci. Educ. J. 1997, 6, 195–201. [Google Scholar] [CrossRef]
- Kidalov, S.; Shakhov, F. Thermal Conductivity of Diamond Composites. Materials 2009, 2, 2467–2495. [Google Scholar] [CrossRef]
- Zhang, W.; Li, Y.; Du, H.; Lang, L. An Experimental Study of the Densification Mechanism in Semi-solid Powder Forming of Diamond/Al-Alloy Matrix Composite. In International Conference on the Technology of Plasticity; Springer Nature: Cham, Switzerland, 2023; pp. 266–273. [Google Scholar]
- Zhang, L.; Wei, Q.; An, J.; Ma, L.; Zhou, K.; Ye, W.; Yu, Z.; Gan, X.; Lin, C.; Luo, J. Construction of 3D interconnected diamond networks in Al-matrix composite for high-efficiency thermal management. Chem. Eng. J. 2020, 380, 122551. [Google Scholar] [CrossRef]
- Cao, H.; Tan, Z.; Lu, M.H.; Ji, G.; Yan, X.J.; Di, C.; Yuan, M.; Guo, Q.; Su, Y.; Addad, A.; et al. Graphene interlayer for enhanced interface thermal conductance in metal matrix composites: An approach beyond surface metallization and matrix alloying. Carbon 2019, 150, 60–68. [Google Scholar] [CrossRef]
- Wang, P.P.; Chen, G.Q.; Li, W.J.; Li, H.; Ju, B.Y.; Hussain, M.; Yang, W.S.; Wu, G.H. Microstructural evolution and thermal conductivity of diamond/Al composites during thermal cycling. Int. J. Miner. Metall. Mater. 2021, 28, 1821–1827. [Google Scholar] [CrossRef]
- Molina, J.M.; Rhême, M.; Carron, J.; Weber, L. Thermal conductivity of aluminum matrix composites reinforced with mixtures of diamond and SiC particles. Scr. Mater. 2008, 58, 393–396. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Sugioka, M.; Tanaka, M.; Takeuchi, T.; Tani, J.; Kawahara, M.; Makino, Y.; Ito, M. Bimodal and monomodal diamond particle effect on the thermal properties of diamond-particle-dispersed Al–matrix composite fabricated by SPS. Microelectron. Reliab. 2014, 54, 2463–2470. [Google Scholar] [CrossRef]
- Cao, Z.; Chen, S.; Jiang, Z.; Chen, H.; Sun, J.; Jing, K.; Huang, Q.; Huang, J. Effect of Si-coated diamond on the relative density and thermal conductivity of diamond/W composites prepared by SPS. Vacuum 2023, 209, 111728. [Google Scholar] [CrossRef]
- Dhanashekar, M.; Kumar, V.S.S. Squeeze Casting of Aluminium Metal Matrix Composites-An Overview. Proced. Eng. 2014, 97, 412–420. [Google Scholar] [CrossRef]
- Che, Z.; Wang, Q.; Wang, L.; Li, J.; Zhang, H.; Zhang, Y.; Wang, X.; Wang, J.; Kim, M.J. Interfacial structure evolution of Ti-coated diamond particle reinforced Al matrix composite produced by gas pressure infiltration. Compos. Part B Eng. 2017, 113, 285–290. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Yan, X.; Ahmed, M.; Lupoi, R.; Wang, J.; Ren, Z.; Liao, H.; Yin, S. Tribological properties of Al/diamond composites produced by cold spray additive manufacturing. Addit. Manuf. 2020, 36, 101434. [Google Scholar] [CrossRef]
- Hou, M.; Guo, S.; Yang, L.; Gao, J.; Peng, J.; Hu, T.; Wang, L.; Ye, X. Fabrication of Fe–Cu matrix diamond composite by microwave hot pressing sintering. Powder Technol. 2018, 338, 36–43. [Google Scholar] [CrossRef]
- Khalid, F.A.; Beffort, O.; Klotz, U.E.; Keller, B.A.; Gasser, P. Microstructure and interfacial characteristics of aluminium–diamond composite materials. Diam. Relat. Mater. 2004, 13, 393–400. [Google Scholar] [CrossRef]
- Li, N.; Zhang, Y.; Zhang, Y.; Wang, X.; Wu, H.; Zhao, L.D.; Zhang, H. Realizing ultrahigh thermal conductivity in bimodal-diamond/Al composites via interface engineering. Mater. Today Phys. 2022, 28, 100901. [Google Scholar] [CrossRef]
- Soares, E.; Bouchonneau, N.; Alves, E.; Alves, K.; Araújo Filho, O.; Mesguich, D.; Chevallier, G.; Laurent, C.; Estournès, C. Microstructure and mechanical properties of AA7075 aluminum alloy fabricated by spark plasma sintering (SPS). Materials 2021, 14, 430. [Google Scholar] [CrossRef] [PubMed]
- Hasselman, D.P.H.; Johnson, L.F. Effective Thermal Conductivity of Composites with Interfacial Thermal Barrier Resistance. J. Compos. Mater. 1987, 21, 508–515. [Google Scholar] [CrossRef]
- Tan, Z.; Ji, G.; Addad, A.; Li, Z.; Silvain, J.F.; Zhang, D. Tailoring interfacial bonding states of highly thermal performance diamond/Al composites: Spark plasma sintering vs. vacuum hot pressing. Compos. Part A Appl. Sci. Manuf. 2016, 91, 9–19. [Google Scholar] [CrossRef]
- Jia, J.; Hei, X.; Li, Z.; Zhao, W.; Wang, Y.; Zhuo, Q.; Dong, H.; Li, Y.; Liu, F.; Li, Y. Facile Synthesis and the Thermal Properties of Al/Si Composites Prepared via Fast Hot-Pressing Sintering. Metals 2023, 13, 1787. [Google Scholar] [CrossRef]
- Ball, J.M.; Kinderlehrer, D.; Podio-Guidugli, P.; Slemrod, M. (Eds.) Fundamental Contributions to the Continuum Theory of Evolving Phase Interfaces in Solids: A Collection of Reprints of 14 Seminal Papers; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Chu, K.; Jia, C.C.; Liang, X.B.; Chen, H. Effect of sintering temperature on the microstructure and thermal conductivity of Al/diamond composites prepared by spark plasma sintering. Int. J. Miner. Metall. Mater. 2010, 17, 234–240. [Google Scholar] [CrossRef]
- Eustathopoulos, N.; Drevet, B.; Ricci, E. Temperature coefficient of surface tension for pure liquid metals. J. Cryst. Growth 1998, 191, 268–274. [Google Scholar] [CrossRef]
- Gheribi, A.E.; Chartrand, P. Temperature and oxygen adsorption coupling effects upon the surface tension of liquid metals. Sci. Rep. 2019, 9, 7113. [Google Scholar] [CrossRef] [PubMed]
- Swartz, E.T.; Pohl, R.O. Thermal boundary resistance. Rev. Mod. Phys. 1989, 61, 605–668. [Google Scholar] [CrossRef]
- Liang, X.; Jia, C.; Chu, K.; Chen, H. Predicted interfacial thermal conductance and thermal conductivity of diamond/Al composites with various interfacial coatings. Rare Met. 2011, 30, 544–549. [Google Scholar] [CrossRef]
- Wu, B.L.; Peng, Y.C.; Tang, H.Q.; Zhan, Y.Z.; Zhang, F.L. Microstructural evolution of nanodiamond-reinforced aluminum matrix composites during the process of hot extrusion. Ceram. Int. 2023, 49, 9355–9370. [Google Scholar] [CrossRef]
- Stoner, R.J.; Maris, H.J.; Anthony, T.R.; Banholzer, W.F. Measurements of the Kapitza conductance between diamond and several metals. Phys. Rev. Lett. 1992, 68, 1563. [Google Scholar] [CrossRef] [PubMed]
- Tokita, M. Progress of Spark Plasma Sintering (SPS) Method, Systems, Ceramics Applications and Industrialization. Ceramics 2021, 4, 160–198. [Google Scholar] [CrossRef]
- Jacobson, P.; Stoupin, S. Thermal expansion coefficient of diamond in a wide temperature range. Diam. Relat. Mater. 2019, 97, 107469. [Google Scholar] [CrossRef]
- Yürüdü, C.; Jones, M.J.; Ulrich, J. Modeling of Diffusion for Crystal Growth. Soft Mater. 2012, 10, 257–284. [Google Scholar] [CrossRef]
- Abelmann, L.; Lodder, C. Oblique evaporation and surface diffusion. Thin Solid Films 1997, 305, 1–21. [Google Scholar] [CrossRef]
- Tsotsas, E.; Martin, H. Thermal conductivity of packed beds: A review. Chem. Eng. Process. Process Intensif. 1987, 22, 19–37. [Google Scholar] [CrossRef]
- Qian, L.; Yu, H.; Sun, Y.; Deng, J.; Wu, D.; Li, Z.; Huang, T. Review and evaluation of effective thermal conductivity model for solid-solid binary composite. At. Energy Sci. Technol. 2020, 54, 409–420. [Google Scholar]
- Kiradjiev, K.B.; Halvorsen, S.A.; Van Gorder, R.A.; Howison, S.D. Maxwell-type models for the effective thermal conductivity of a porous material with radiative transfer in the voids. Int. J. Therm. Sci. 2019, 145, 106009. [Google Scholar] [CrossRef]
- Choy, T.C. Effective Medium Theory: Principles and Applications; Oxford University Press: Oxford, UK, 2015; Volume 165. [Google Scholar]
- Chiew, Y.C.; Glandt, E.D. The effect of structure on the conductivity of a dispersion. J. Colloid Interface Sci. 1983, 94, 90–104. [Google Scholar] [CrossRef]
- Ventura, G.; Perfetti, M. Thermal Properties of Solids at Room and Cryogenic Temperatures; Springer: Berlin/Heidelberg, Germany, 2014; p. 122. [Google Scholar]
- Toptan, A.; Jiang, W.; Hales, J.D.; Spencer, B.W.; Casagranda, A.; Novascone, S.R. FEA-aided investigation of the effective thermal conductivity in a medium with embedded spheres. Nucl. Eng. Des. 2021, 381, 111355. [Google Scholar] [CrossRef]
- Tan, Z.; Li, Z.; Fan, G.; Kai, X.; Ji, G.; Zhang, L.; Zhang, D. Diamond/aluminum composites processed by vacuum hot pressing: Microstructure characteristics and thermal properties. Diam. Relat. Mater. 2013, 31, 1–5. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Series | Sintering Temperature (°C) | Sintering Pressure (MPa) | Holding Time (min) |
|---|---|---|---|
| Series A | 520 | 80 | 10 |
| 540 | |||
| 560 | |||
| 580 | |||
| 600 | |||
| Series B | 560 | 40 | 10 |
| 60 | |||
| 80 | |||
| 100 | |||
| Series C | 560 | 80 | 0 |
| 5 | |||
| 10 | |||
| 20 |
| Model | Calculation Formula | Notes | No. |
|---|---|---|---|
| Maxwell Model | (3) | ||
| Effective Medium Theory Model | A is an empirical parameter, | (4) | |
| Chiew-Glandt Model | β is the reduced thermal polarizability, defined as | (5) | |
| Topper Model | (6) | ||
| Hasselman–Johnson Model | Considering the interfacial thermal resistance, R (2 × 10−8 K W−1 m2), which is the reciprocal of interfacial thermal conductivity measured by Stoner et al. [36] d is the average particle size of a diamond. | (7) |
| No. | Material | Processing Method | K (W m−1 K−1) | Note |
|---|---|---|---|---|
| 1 | Al-50Diamond | Vacuum Hot-Pressing (VHP) | 496 | Ref. [48] |
| 2 | Al-50Diamond | spark plasma sintering (SPS) | 325 | Ref. [30] |
| 3 | Al-45Diamond | SPS | 403 | Ref. [5] |
| 4 | Al-50Diamond | SPS | 420 | Ref. [27] |
| 5 | Al-50Diamond | FHP | 527 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, J.; Hei, X.; Yang, X.; Zhao, W.; Wang, Y.; Zhuo, Q.; Li, Y.; Dong, H.; Liu, F.; Li, Y.; et al. Thermal Conductivity and Sintering Mechanism of Aluminum/Diamond Composites Prepared by DC-Assisted Fast Hot-Pressing Sintering. Materials 2024, 17, 1992. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091992
Jia J, Hei X, Yang X, Zhao W, Wang Y, Zhuo Q, Li Y, Dong H, Liu F, Li Y, et al. Thermal Conductivity and Sintering Mechanism of Aluminum/Diamond Composites Prepared by DC-Assisted Fast Hot-Pressing Sintering. Materials. 2024; 17(9):1992. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091992
Chicago/Turabian StyleJia, Jianping, Xiaoxuan Hei, Xiao Yang, Wei Zhao, Yuqi Wang, Qing Zhuo, Yuanyuan Li, Hangyu Dong, Futian Liu, Yingru Li, and et al. 2024. "Thermal Conductivity and Sintering Mechanism of Aluminum/Diamond Composites Prepared by DC-Assisted Fast Hot-Pressing Sintering" Materials 17, no. 9: 1992. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091992