
Compressive Fracture Behavior of Zirconia/Resin Composites Prepared by Fused Deposition Modeling Combined with Vacuum Infiltration


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
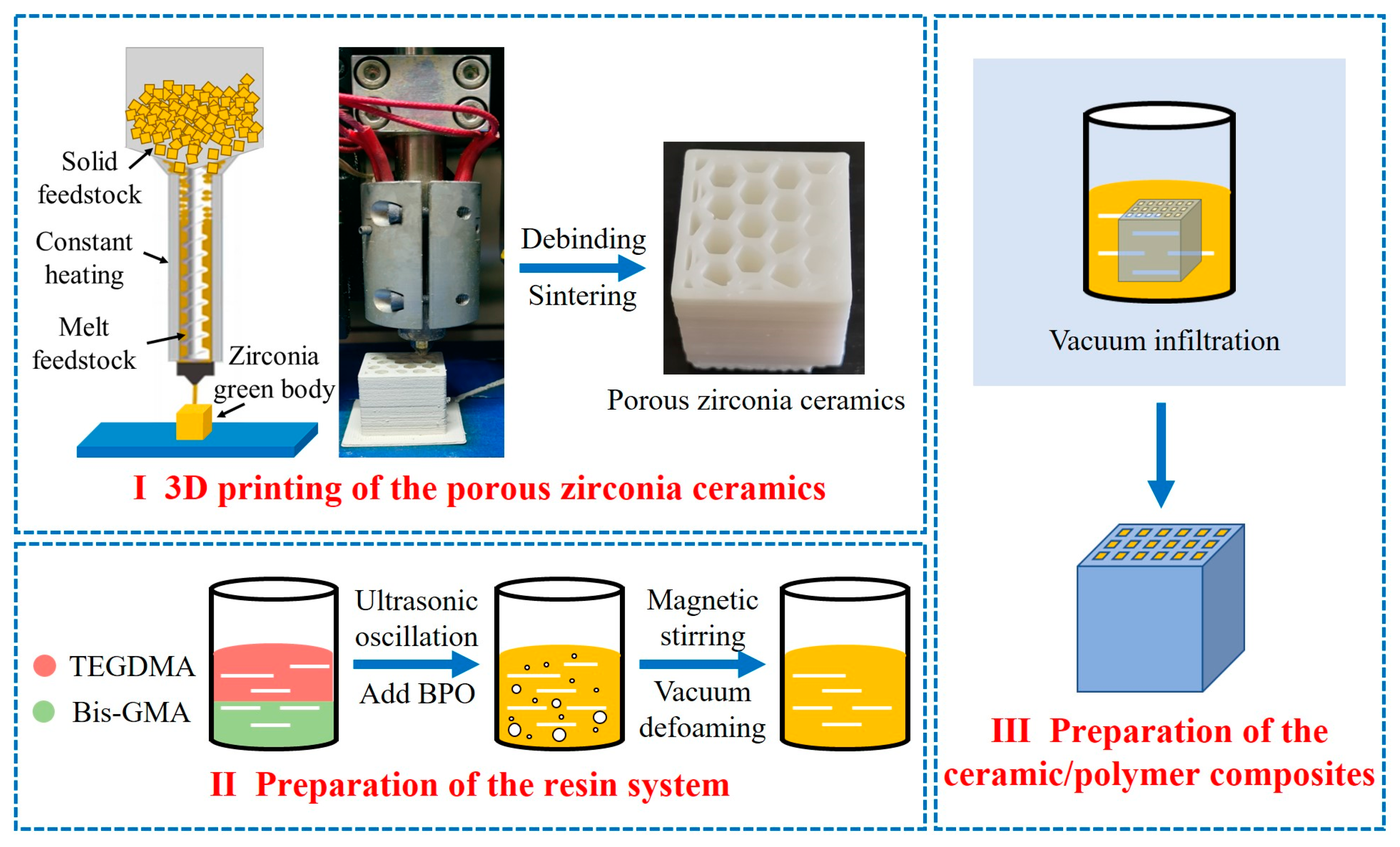
2.2. Preparation of the Porous Zirconia Ceramics
2.3. Preparation of the ZrO2/Resin Composites
2.4. Characterization of the Microstructures and Mechanical Properties
3. Results and Discussion
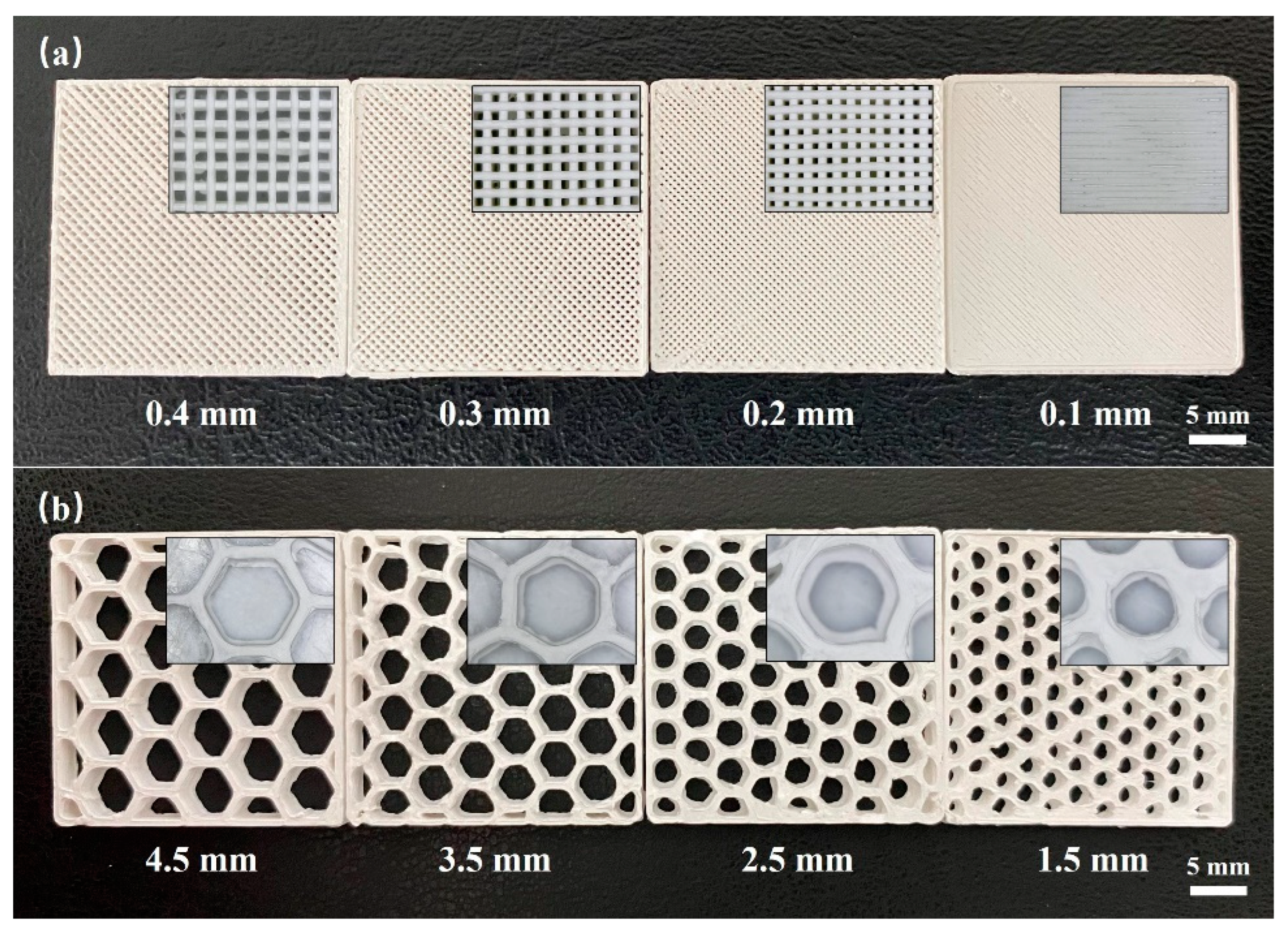
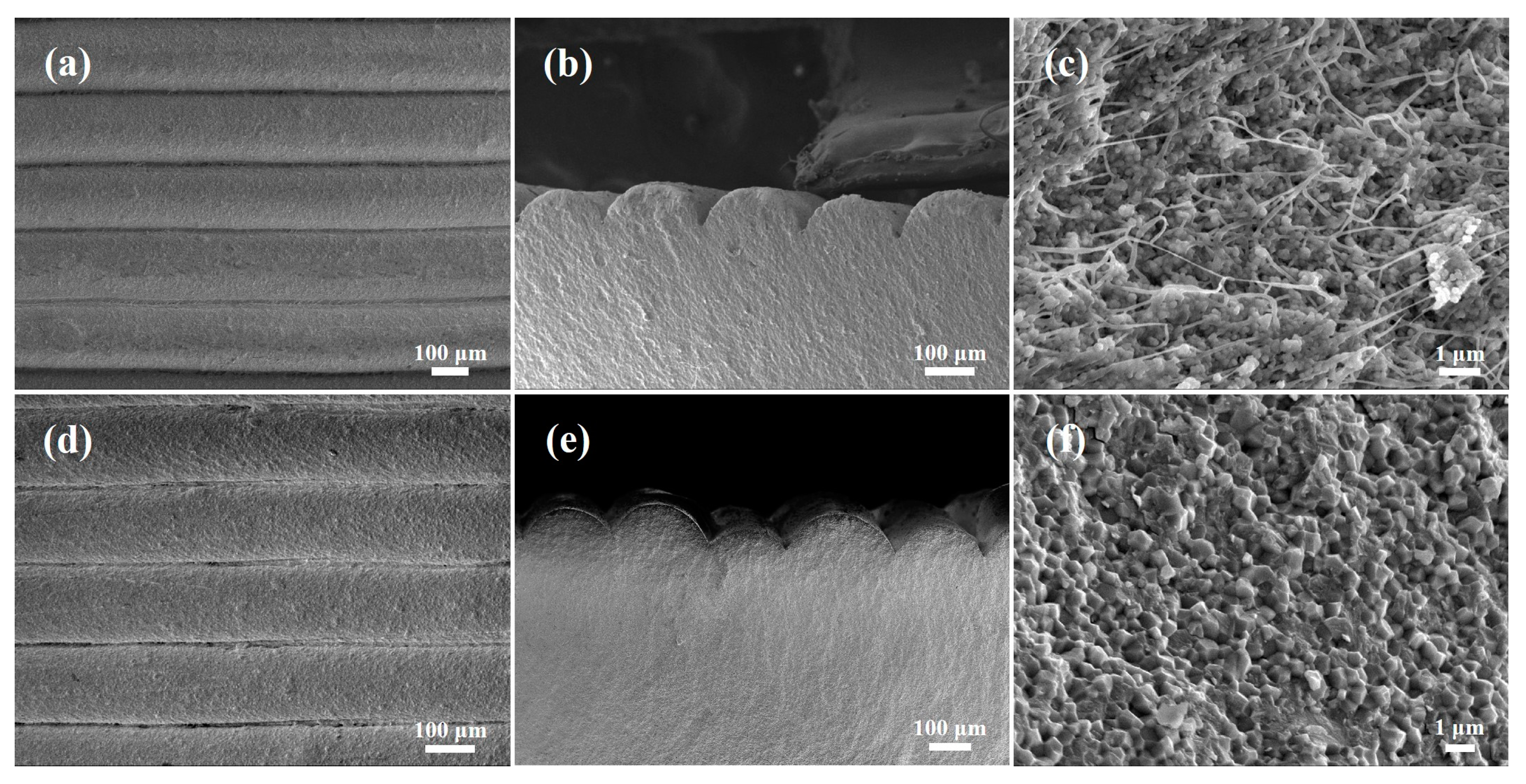
3.1. Printing of the Porous Structure and Evaluation of the Pore Wall Defects
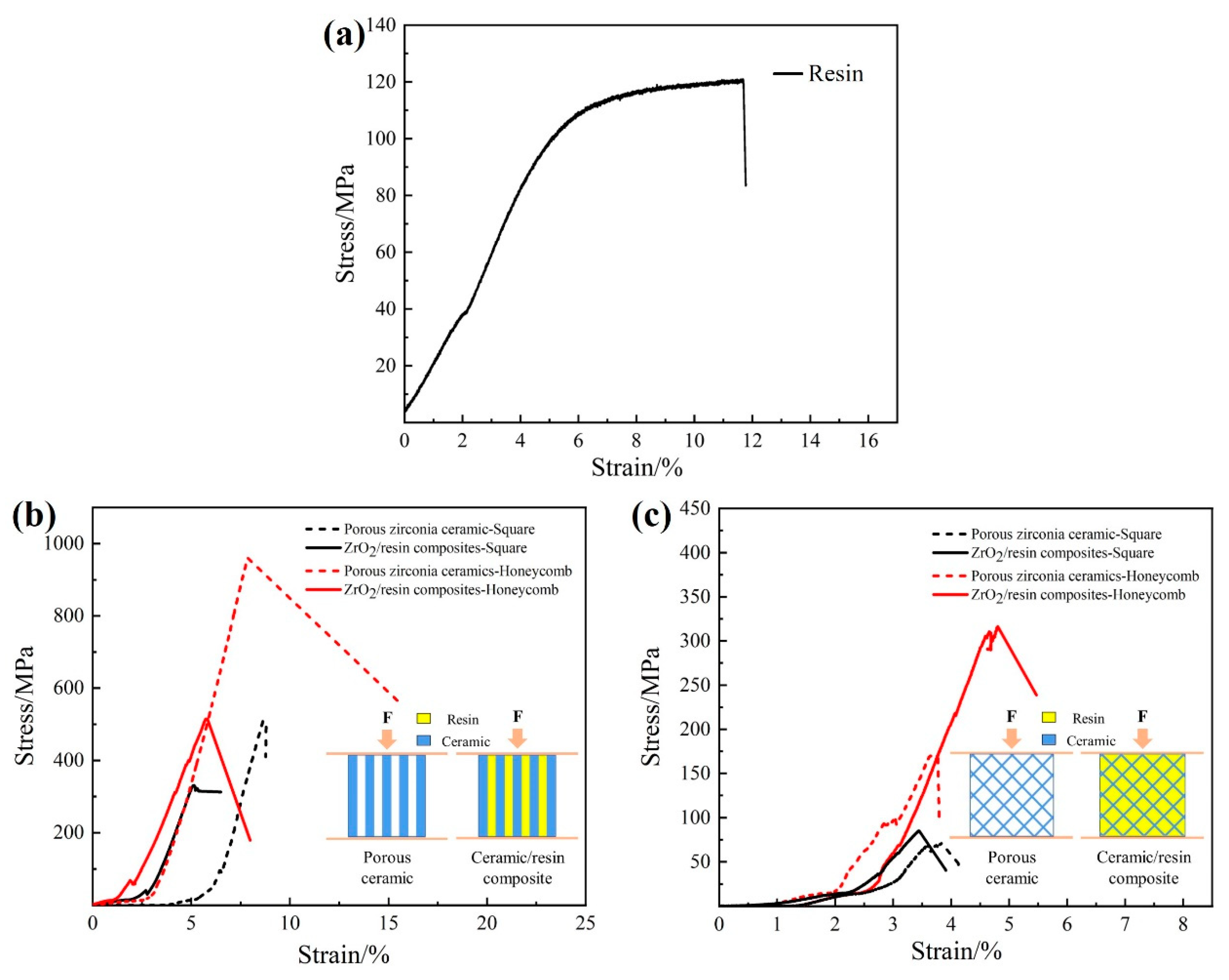
3.2. ZrO2/Resin Composites and Compressive Mechanical Behaviors
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Carter, C.B.; Norton, M.G. Ceramic Materials; Springer: New York, NY, USA, 2013; pp. 659–676. [Google Scholar]
- Wood, J. Mother-of-pearl reveals her tough side. Mater. Today 2004, 9, 12. [Google Scholar] [CrossRef]
- Chen, B.; Peng, X.; Wang, J.G.; Wu, X. Laminated microstructure of Bivalva shell and research of biomimetic ceramic/polymer composite. Ceram. Int. 2004, 30, 2011–2014. [Google Scholar] [CrossRef]
- Sealy, C. Seashell provides blueprint for composites. Mater. Today 2006, 3, 10. [Google Scholar] [CrossRef]
- Katti, K.S.; Katti, D.R. Why is nacre so tough and strong? Mater. Sci. Eng. C 2006, 26, 1317–1324. [Google Scholar] [CrossRef]
- Seuba, J.; Maire, E.; Adrien, J.; Meille, S.; Deville, S. Mechanical properties of unidirectional, porous polymer/ceramic composites for biomedical applications. Open Ceram. 2021, 8, 100195. [Google Scholar] [CrossRef]
- Mohamad Yunos, D.; Bretcanu, O.; Boccaccini, A.R. Polymer-bioceramic composites for tissue engineering scaffolds. J. Mater. Sci. 2008, 43, 4433–4442. [Google Scholar] [CrossRef]
- Konopka, K.; Boczkowska, A.; Batorski, K.; Szafran, M.; Kurzydłowski, K.J. Microstructure and properties of novel ceramic–polymer composites. Mater. Lett. 2004, 58, 3857–3862. [Google Scholar] [CrossRef]
- Noh, K.T.; Lee, H.Y.; Shin, U.S.; Kim, H.W. Composite nanofiber of bioactive glass nanofiller incorporated poly (lactic acid) for bone regeneration. Mater. Lett. 2010, 64, 802–805. [Google Scholar] [CrossRef]
- Santana-Melo, G.F.; Rodrigues, B.V.; da Silva, E.; Ricci, R.; Marciano, F.R.; Webster, T.J.; Vasconcellos, L.M.; Lobo, A.O. Electrospun ultrathin PBAT/nHAp fibers influenced the in vitro and in vivo osteogenesis and improved the mechanical properties of neoformed bone. Colloids Surf. B Biointerfaces 2017, 155, 544–552. [Google Scholar] [CrossRef]
- Shankhwar, N.; Kumar, M.; Mandal, B.B.; Srinivasan, A. Novel polyvinyl alcohol-bioglass 45S5 based composite nanofibrous membranes as bone scaffolds. Mater. Sci. Eng. C 2016, 69, 1167–1174. [Google Scholar] [CrossRef]
- Mathieu, L.M.; Bourban, P.E.; Månson, J.A.E. Processing of homogeneous ceramic/polymer blends for bioresorbable composites. Compos. Sci. Technol. 2006, 66, 1606–1614. [Google Scholar] [CrossRef]
- Kravanja, G.; Primožič, M.; Knez, Ž.; Leitgeb, M. Transglutaminase release and activity from novel poly (ε-caprolactone)-based composites prepared by foaming with supercritical CO2. J. Supercrit. Fluids 2020, 166, 105031. [Google Scholar] [CrossRef]
- Prasad, A.; Sankar, M.R.; Katiyar, V. State of art on solvent casting particulate leaching method for orthopedic scaffoldsfabrication. Mater. Today Proc. 2017, 4, 898–907. [Google Scholar] [CrossRef]
- Singh, A.; Banerjee, S.L.; Dhiman, V.; Bhadada, S.K.; Sarkar, P.; Khamrai, M.; Kumari, K.; Kundu, P.P. Fabrication of calcium hydroxyapatite incorporated polyurethane-graphene oxide nanocomposite porous scaffolds from poly (ethylene terephthalate) waste: A green route toward bone tissue engineering. Polymer 2020, 195, 122436. [Google Scholar] [CrossRef]
- Blacher, S.; Maquet, V.; Jérôme, R.; Pirard, J.P.; Boccaccini, A.R. Study of the connectivity properties of Bioglass®-filled polylactide foam scaffolds by image analysis and impedance spectroscopy. Acta Biomater. 2005, 1, 565–574. [Google Scholar] [CrossRef] [PubMed]
- Maquet, V.; Boccaccini, A.R.; Pravata, L.; Notingher, I.; Jérôme, R. Porous poly (α-hydroxyacid)/Bioglass® composite scaffolds for bone tissue engineering. I: Preparation and in vitro characterisation. Biomaterials 2004, 25, 4185–4194. [Google Scholar] [CrossRef] [PubMed]
- Fang, Z.; Feng, Q. Improved mechanical properties of hydroxyapatite whisker-reinforced poly (L-lactic acid) scaffold by surface modification of hydroxyapatite. Mater. Sci. Eng. C 2014, 35, 190–194. [Google Scholar] [CrossRef]
- Alizadeh-Osgouei, M.; Li, Y.; Wen, C. A comprehensive review of biodegradable synthetic polymer-ceramic composites and their manufacture for biomedical applications. Bioact. Mater. 2019, 4, 22–36. [Google Scholar] [CrossRef] [PubMed]
- Cho, K.; Rajan, G.; Farrar, P.; Prentice, L.; Prusty, B.G. Dental resin composites: A review on materials to product realizations. Compos. Part B Eng. 2022, 230, 109495. [Google Scholar] [CrossRef]
- Rodríguez, H.A.; Kriven, W.M.; Casanova, H. Development of mechanical properties in dental resin composite: Effect of filler size and filler aggregation state. Mater. Sci. Eng. C 2019, 101, 274–282. [Google Scholar] [CrossRef]
- Li, B.; Tian, L.; Pan, L.; Li, J. Molecular dynamics investigation of structural and mechanical properties of silica nanorod reinforced dental resin composites. J. Mech. Behav. Biomed. Mater. 2021, 124, 104830. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Zhu, M.; Zhu, X.X. Functional fillers for dental resin composites. Acta Biomater. 2021, 122, 50–65. [Google Scholar] [CrossRef] [PubMed]
- Coldea, A.; Swain, M.V.; Thiel, N. Mechanical properties of polymer-infiltrated-ceramic-network materials. Dent. Mater. 2013, 29, 419–426. [Google Scholar] [CrossRef] [PubMed]
- Cui, B.; Li, J.; Wang, H.; Lin, Y.; Shen, Y.; Li, M.; Deng, X.; Nan, C. Mechanical properties of polymer-infiltrated-ceramic (sodium aluminum silicate) composites for dental restoration. J. Dent. 2017, 62, 91–97. [Google Scholar] [CrossRef] [PubMed]
- He, Q.; Jiang, J.; Yang, X.; Zhang, L.; Zhou, Z.; Zhong, Y.; Shen, Z. Additive manufacturing of dense zirconia ceramics by fused deposition modeling via screw extrusion. J. Eur. Ceram. Soc. 2021, 41, 1033–1040. [Google Scholar] [CrossRef]
- Xie, H.; Yang, X.; Liu, P.; Xu, X.; Zhou, Z.; Zhao, W.; Shen, Z. 3D gel printing of alumina ceramics followed by efficient multi-step liquid desiccant drying. J. Eur. Ceram. Soc. 2021, 41, 6634–6640. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015. [Google Scholar]
- Hwa, L.C.; Rajoo, S.; Noor, A.M.; Ahmad, N.; Uday, M.B. Recent advances in 3D printing of porous ceramics: A review. Curr. Opin. Solid State Mater. Sci. 2017, 21, 323–347. [Google Scholar] [CrossRef]
- Hu, Y.; Cong, W. A Review on Laser Deposition-Additive Manufacturing of Ceramics and Ceramic Reinforced Metal Matrix Composites. Ceram. Int. 2018, 44, 20599–20612. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Chuan, L.T.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, X.; Shi, J. Additive manufacturing of zirconia ceramics: A state-of-the-art review. J. Mater. Res. Technol. 2020, 9, 9029–9048. [Google Scholar] [CrossRef]
- Galante, R.; Figueiredo-Pina, C.G.; Serro, A.P. Additive manufacturing of ceramics for dental applications: A review. Dent. Mater. 2019, 35, 825–846. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Jain, P.; Kuthe, A.M. Feasibility study of manufacturing using rapid prototyping: FDM approach. Procedia Eng. 2013, 63, 4–11. [Google Scholar] [CrossRef]
- Danforth, S. Fused deposition of ceramics: A new technique for the rapid fabrication of ceramic components. Mater. Technol. 1995, 10, 144–146. [Google Scholar] [CrossRef]
- Sarraf, F.; Abbatinali, E.; Gorjan, L.; Sebastian, T.; Colombo, P.; Churakov, S.V.; Clemens, F. Effect of MgO sintering additive on mullite structures manufactured by fused deposition modeling (FDM) technology. J. Eur. Ceram. Soc. 2021, 41, 6677–6686. [Google Scholar] [CrossRef]
- Shen, T.; Xiong, H.; Li, Z.; Zhang, L.; Zhou, K. Fused deposition fabrication of high-quality zirconia ceramics using granular feedstock. Ceram. Int. 2021, 47, 34352–34360. [Google Scholar] [CrossRef]
- Chen, J.; Wang, W.; Sun, X.; Sun, G.; Liang, Y. Microstructure and mechanical properties of zirconia toughened nacre-like alumina ceramics. Mater. Sci. Eng. A 2022, 855, 143908. [Google Scholar] [CrossRef]
- Ismail, H.; Mohamad, H. Effects of CaCO3 additive on the phase, physical, mechanical, and microstructural properties of zirconia-toughened alumina-CeO2-Nb2O5 ceramics. Ceram. Int. 2023, 49 Pt B, 36850–36856. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, X.; Xu, X.; Guo, J.; Zhou, Z.; Liu, P.; Xie, Z. 3D printed zirconia ceramics via fused deposit modeling and its mechanical properties. J. Inorg. Mater. 2021, 36, 436–442. [Google Scholar] [CrossRef]
- Duan, S.; Tao, Y.; Lei, H.; Wen, W.; Liang, J.; Fang, D. Enhanced out-of-plane compressive strength and energy absorption of 3D printed square and hexagonal honeycombs with variable-thickness cell edges. Extrem. Mech. Lett. 2018, 18, 9–18. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, Y.; Wang, C.; Zhou, G.; Karamoozian, A.; Zhao, W. On the out-of-plane ballistic performances of hexagonal, reentrant, square, triangular and circular honeycomb panels. Int. J. Mech. Sci. 2020, 173, 105402. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ZrO2 Powder | PW | SA | EVA | PE |
|---|---|---|---|---|
| 87 wt.% | 7.5 wt.% | 0.7 wt.% | 2.2 wt.% | 2.6 wt.% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Guo, J.; Li, Y.; Yang, X. Compressive Fracture Behavior of Zirconia/Resin Composites Prepared by Fused Deposition Modeling Combined with Vacuum Infiltration. Materials 2024, 17, 1989. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091989
Yang X, Guo J, Li Y, Yang X. Compressive Fracture Behavior of Zirconia/Resin Composites Prepared by Fused Deposition Modeling Combined with Vacuum Infiltration. Materials. 2024; 17(9):1989. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091989
Chicago/Turabian StyleYang, Xiaole, Jinyu Guo, Yuanbing Li, and Xianfeng Yang. 2024. "Compressive Fracture Behavior of Zirconia/Resin Composites Prepared by Fused Deposition Modeling Combined with Vacuum Infiltration" Materials 17, no. 9: 1989. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091989