


Enhancing the Machining Performance of Nomex Honeycomb Composites Using Rotary Ultrasonic Machining: A Finite Element Analysis Approach

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Parameters
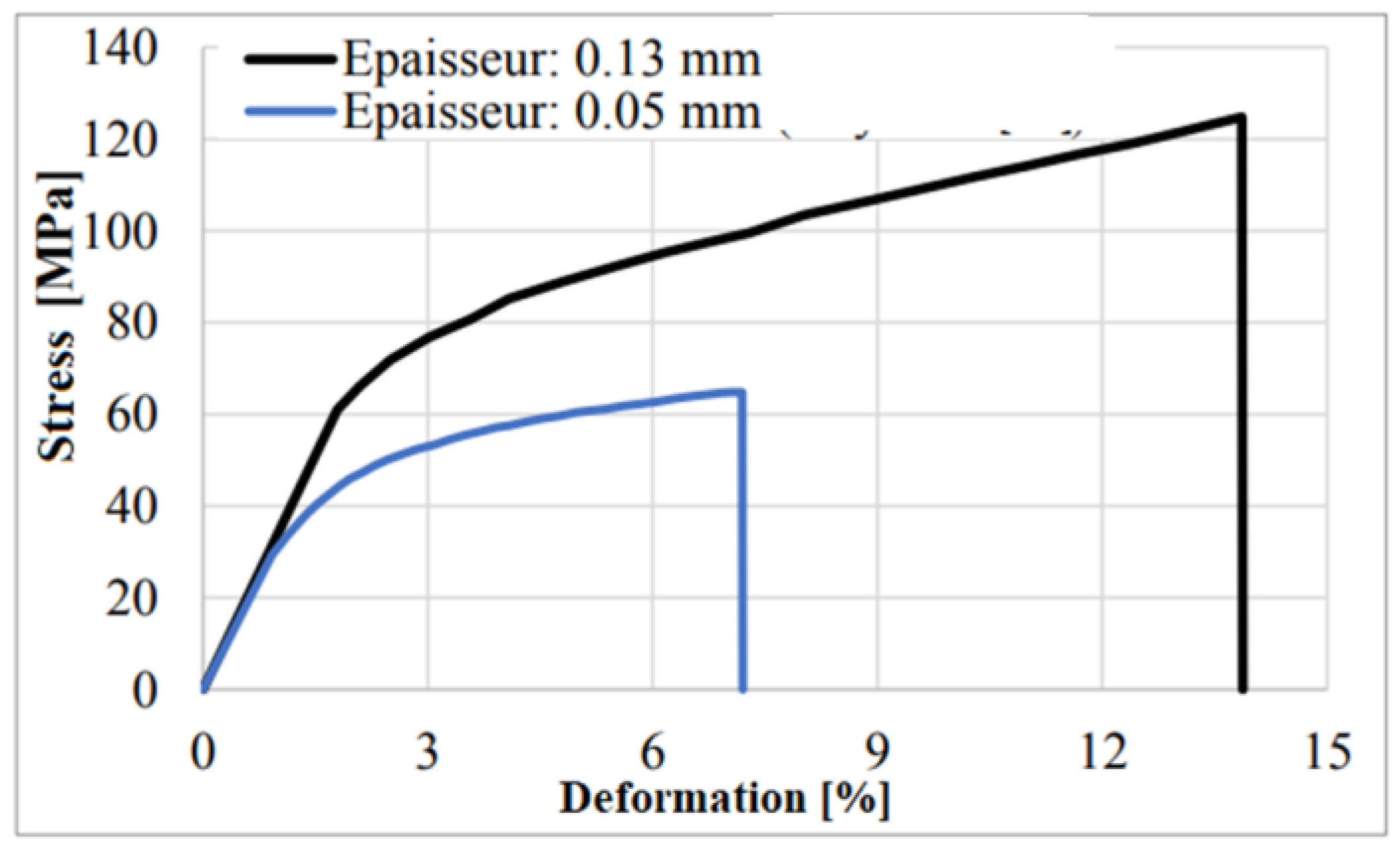
2.2. Material Parameters
2.3. Constitutive Model
2.4. Chip Separation Criterion
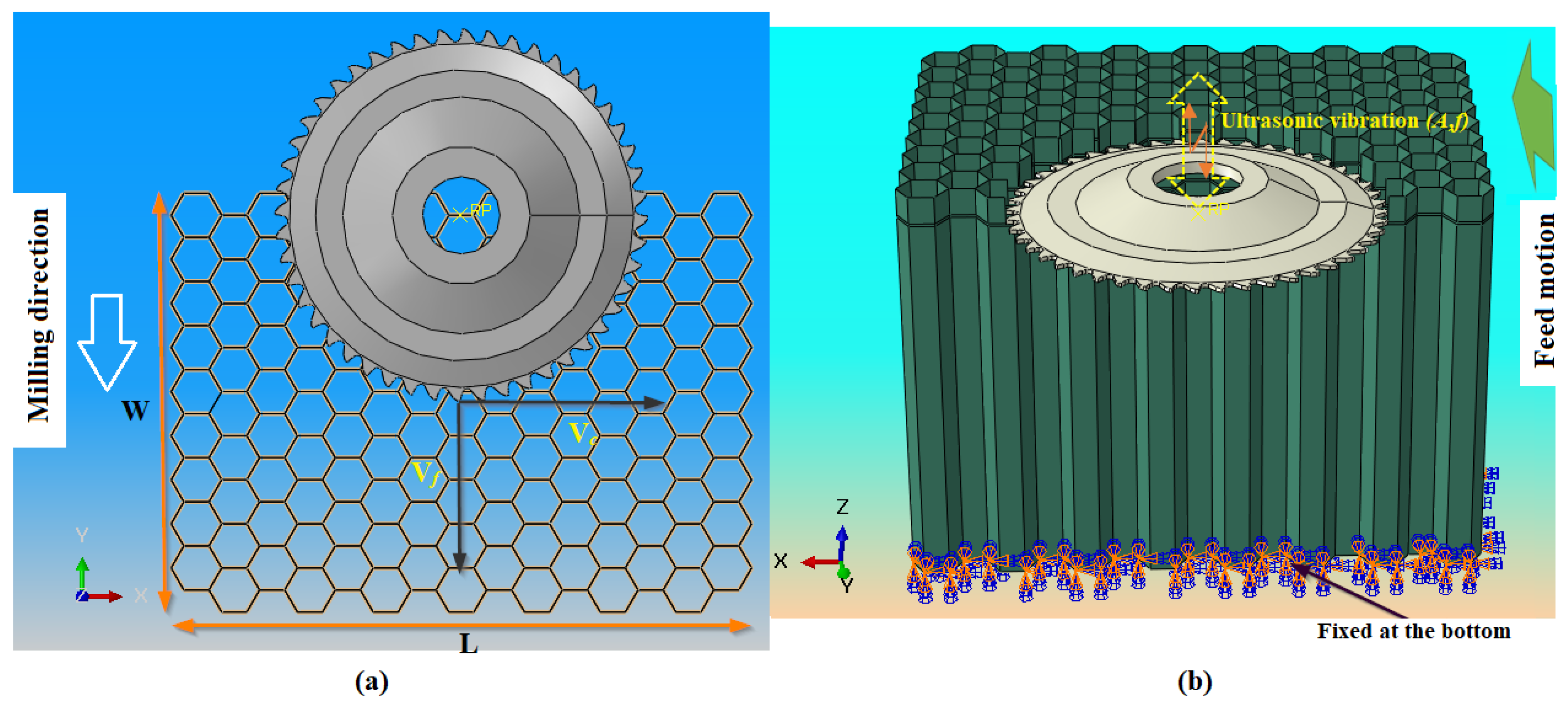
2.5. Simulation Model
2.6. The Formulas for the Components of the Cutting Force
3. Results and Discussion
3.1. Mesh Study
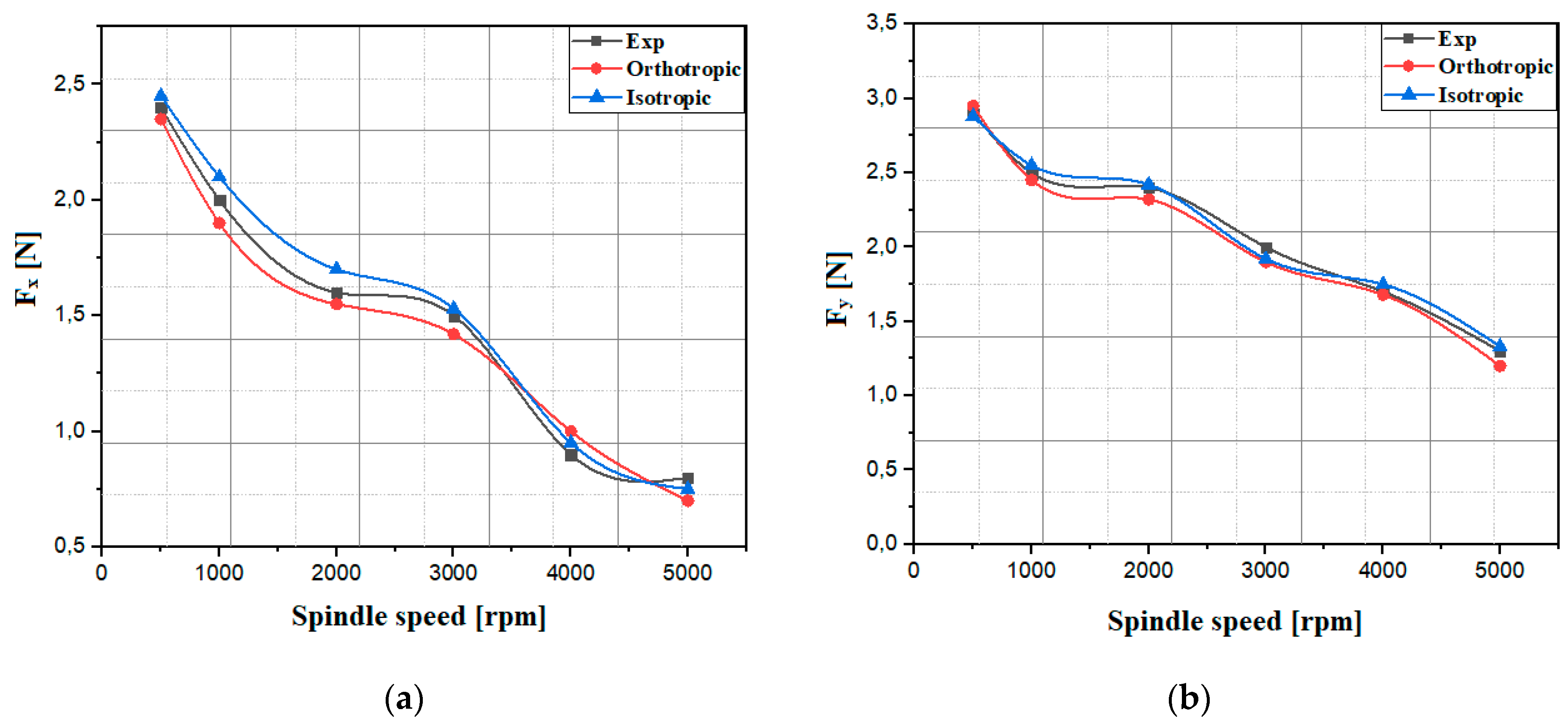
3.2. The Identification of the Behavioral Law Used in Numerical Modeling
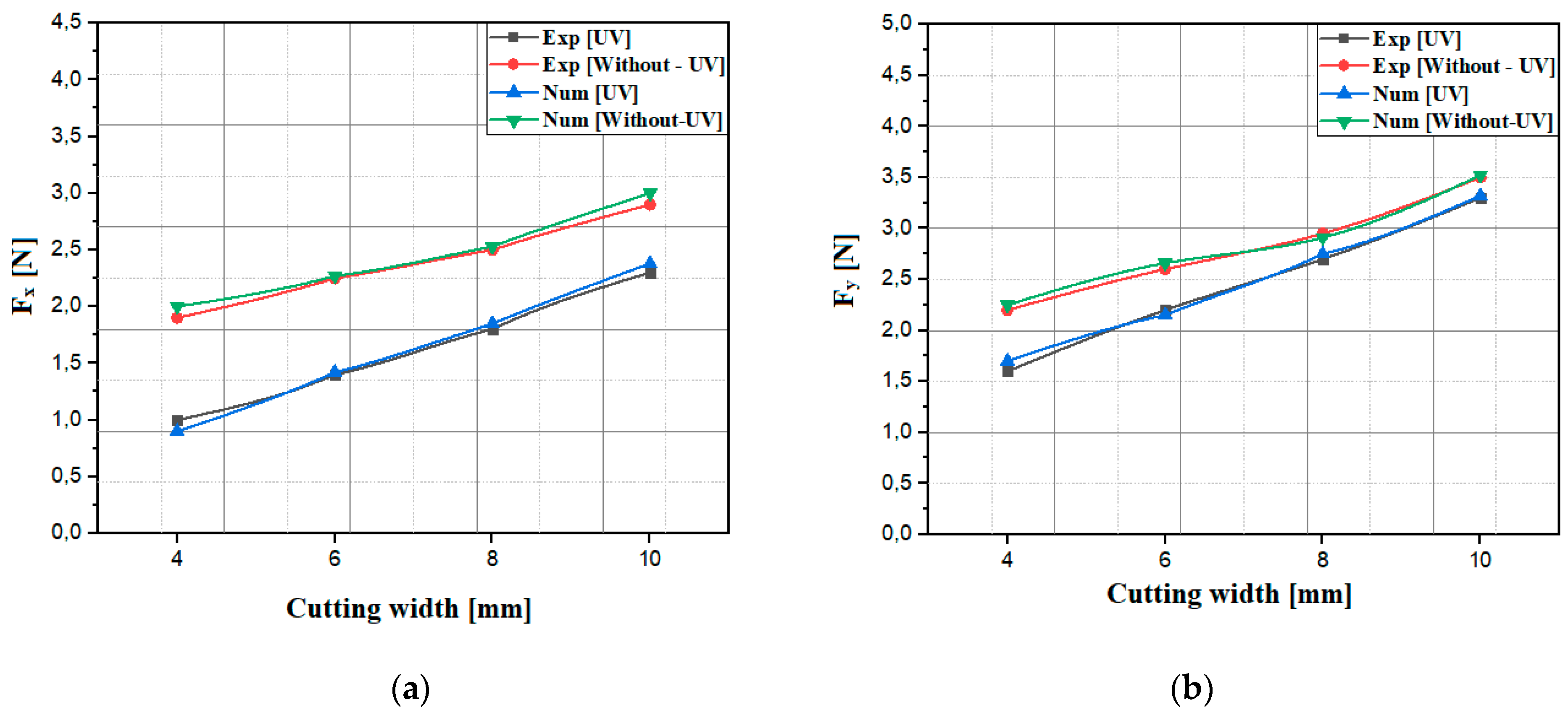
3.3. Effect of Cutting Width on Components of Cutting Force
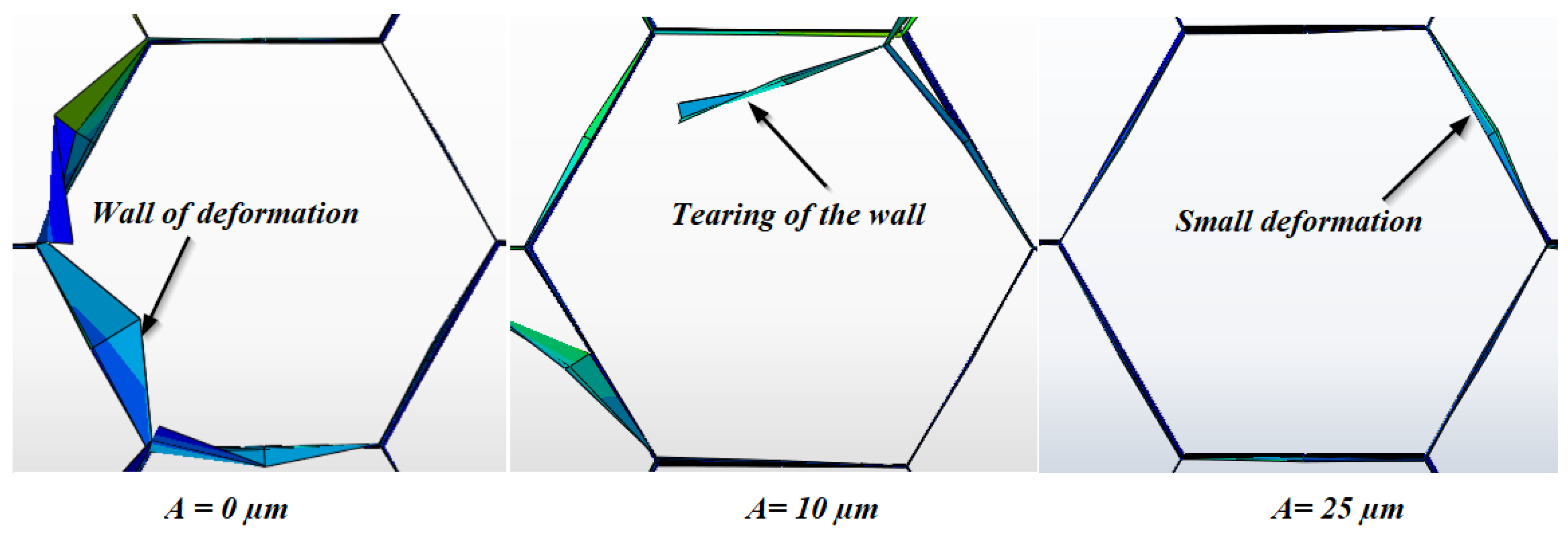
3.4. The Influence of the Vibration Amplitude on the Quality of the Machined Surface
3.5. The Repartition of Stresses in the Cutting Zone
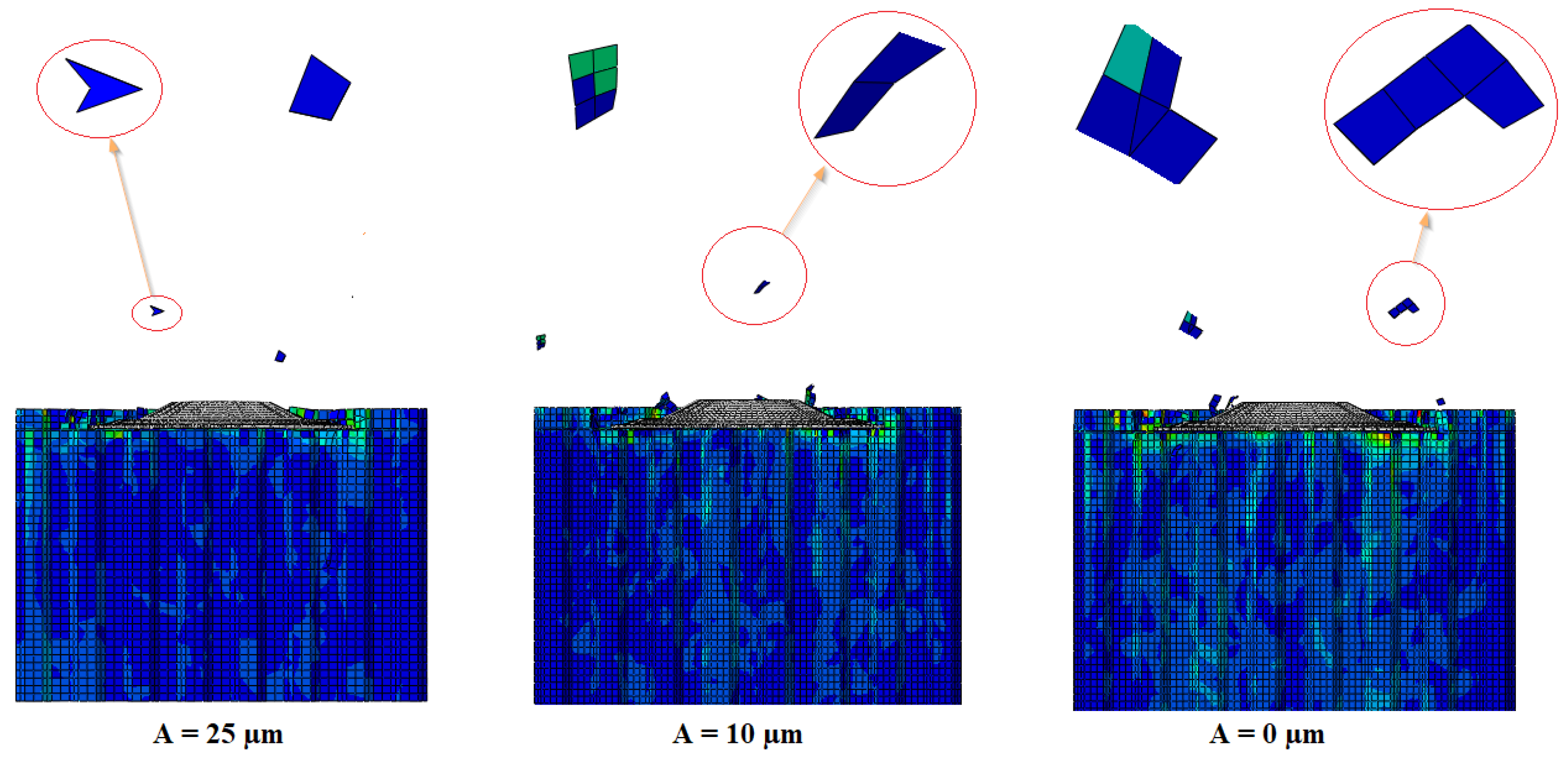
3.6. The Influence of the Vibration Amplitude on the Size of the Chips Generated
4. Conclusions
- The effect of the cutting width on the Fx and Fy components demonstrates an almost proportional increase, confirmed by simulations and experiments, resulting from the larger contact surface between the tool and the workpiece, as well as an increased volume of material removed per unit of time.
- Increasing the amplitude of ultrasonic vibrations during milling results in a noticeable reduction in chip size due to a decrease in contact between the cutting tool and the walls of the NHC structure.
- Increasing the amplitude of ultrasonic vibrations is essential to improve the quality of the machined surface, revealing their beneficial potential in the machining process; their integration reduces machining defects by facilitating cutting tool penetration, which could have significant implications for the optimization of manufacturing processes.
- When the cutting tool is subjected to ultrasonic vibration, increased stress is induced in the cutting area of the honeycomb cell wall. This results in rapid material breakdown and reduced cell wall deformation, allowing for a smoother cutting of the Nomex honeycomb structure.
- From an industrial point of view, optimizing machining operations requires prolonged and costly experiments to test various configurations. The proposed 3D modeling can thus be very beneficial in terms of speed and efficiency while being economical.
- It should be noted that numerical modeling may have limitations in terms of the accuracy and validity of the results, requiring experimental validation to ensure the reliability of predictions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, Y.; Yao, S.; Xiong, S.; Li, B.; Wang, X.; Yang, F.; Wang, H. Preparation of high breakdown strength meta-aramid composite paper reinforced by polyphenylene sulfide superfine fiber. Polym. Eng. Sci. 2023, 63, 1579–1587. [Google Scholar] [CrossRef]
- Gao, Y.; Chen, X.; Wei, Y. Graded honeycombs with high impact resistance through machine learning-based optimization. Thin-Walled Struct. 2023, 188, 110794. [Google Scholar] [CrossRef]
- Xie, S.; Wang, H.; Jing, K.; Feng, Z. Mechanical properties of Nomex honeycombs filled with tubes of carbon fibre reinforced vinyl ester resin composites. Thin-Walled Struct. 2022, 180, 109933. [Google Scholar] [CrossRef]
- Zarrouk, T.; Salhi, J.E.; Nouari, M.; Salhi, M.; Chaabelasri, E.; Makich, H.; Salhi, N. Modeling machining of aluminum honeycomb structure. Int. J. Adv. Manuf. Technol. 2022, 123, 2481–2500. [Google Scholar] [CrossRef]
- Li, L.; Song, J.; Lei, Z.; Kang, A.; Wang, Z.; Men, R.; Ma, Y. Effects of ambient humidity and thermal aging on properties of Nomex insulation in mining dry-type transformer. High Volt. 2021, 6, 71–81. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R.; Khan, A.; Chandan, V.; Muller, M.; Valasek, P. Flammability and comfort properties of blended knit fabrics made from inherently fire-resistant fibers to use for fire fighters. Heliyon 2023, 9, e13127. [Google Scholar] [CrossRef] [PubMed]
- Zarrouk, T.; Nouari, M.; Makich, H. Simulated study of the machinability of the Nomex honeycomb structure. J. Manuf. Mater. Process. 2023, 7, 28. [Google Scholar] [CrossRef]
- Zarrouk, T.; Nouari, M.; Salhi, J.E.; Benbouaza, A. Numerical Simulation of Rotary Ultrasonic Machining of the Nomex Honeycomb Composite Structure. Machines 2024, 12, 137. [Google Scholar] [CrossRef]
- Yang, J.; Liu, D.; Zhang, X.; Liu, M.; Zhao, W.; Liu, C. The effect of ultrasonic surface rolling process on the fretting fatigue property of GH4169 superalloy. Int. J. Fatigue 2020, 133, 105373. [Google Scholar] [CrossRef]
- Kang, J.; Liu, X.; Wang, T. The effects of ultrasonic vibration on Portevin–Le Chatelier (PLC) effect and stress-strain behavior in aluminum alloy 2024. Scr. Mater. 2023, 224, 115121. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, M.; Dong, Y.; Zhao, J.; Zhu, X.; Li, Y.; Wen, D. Mechanism modelling and validation of ultrasonic vibration-assisted laser processing on metal surfaces. Ultrasonics 2023, 128, 106886. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Zhang, D.; Geng, D.; Shao, Z.; Liu, Y.; Jiang, X. Effects of tool vibration on surface integrity in rotary ultrasonic elliptical end milling of Ti–6Al–4V. J. Alloys Compd. 2020, 821, 153266. [Google Scholar] [CrossRef]
- Han, X.; Zhang, D. Effects of separating characteristics in ultrasonic elliptical vibration-assisted milling on cutting force, chip, and surface morphologies. Int. J. Adv. Manuf. Technol. 2020, 108, 3075–3084. [Google Scholar] [CrossRef]
- Xie, W.; Wang, X.; Liu, E.; Wang, J.; Tang, X.; Li, G.; Zhao, B. Research on cutting force and surface integrity of TC18 titanium alloy by longitudinal ultrasonic vibration assisted milling. Int. J. Adv. Manuf. Technol. 2022, 119, 4745–4755. [Google Scholar] [CrossRef]
- Yuan, X.; Zhang, K.; Zha, H.; Xu, J.; Song, G.; Cao, W.; Feng, F. Enabling Thin-Edged Part Machining of Nomex Honeycomb Composites via Optimizing Variable Angle of Disc Cutters. Materials 2023, 16, 5611. [Google Scholar] [CrossRef] [PubMed]
- Lü, Q.; Chai, Y.; Yang, L.; Liu, X.; Li, G.; Xiang, D. Experimental Study on Cutting Force and Surface Integrity of TC4 Titanium Alloy with Longitudinal Ultrasonic-Assisted Milling. Coatings 2023, 13, 1725. [Google Scholar] [CrossRef]
- Li, X.; Zhang, W.; Miao, L.; Pang, Z. Analysis of Tool Wear in GH4169 Material Milling Process. Lubricants 2023, 11, 245. [Google Scholar] [CrossRef]
- Xiao, G.; Chen, B.; Li, S.; Zhuo, X.; Zhao, Z. Surface integrity and fatigue performance of GH4169 superalloy using abrasive belt grinding. Eng. Fail. Anal. 2022, 142, 106764. [Google Scholar] [CrossRef]
- Wang, X.; Ming, C.; Zheng, Y.; Hou, N.; Wang, M. Study on grinding nickel-based superalloy GH4169 with ceramic bond CBN wheel controlling abrasive orientation by magnetic field. Int. J. Adv. Manuf. Technol. 2022, 121, 6635–6645. [Google Scholar] [CrossRef]
- Tian, T.; Cao, M.; Xu, H.; Zhang, Q.; Han, B. Processing and microstructure analysis on the precision rotary swaging of inner-stepped aero-engine shaft. Int. J. Adv. Manuf. Technol. 2022, 122, 3199–3216. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z. Experimental study on rotary ultrasonic machining (RUM) characteristics of Nomex honeycomb composites (NHCs) by circular knife cutting tools. J. Manuf. Process. 2020, 58, 524–535. [Google Scholar] [CrossRef]
- Foo, C.C.; Chai, G.B.; Seah, L.K. Mechanical properties of Nomex material and Nomex honeycomb structure. Compos. Struct. 2007, 80, 588–594. [Google Scholar] [CrossRef]
- Roy, R.; Park, S.J.; Kweon, J.H.; Choi, J.H. Characterization of Nomex honeycomb core constituent material mechanical properties. Compos. Struct. 2014, 117, 255–266. [Google Scholar] [CrossRef]
- Jaafar, M. Étude Expérimentale et Simulation Numérique de L’usinage des Matériaux en Nids D’abeilles: Application au Fraisage des Structures Nomex® et Aluminium. Ph.D. Thesis, Université de Lorraine, Nancy, France, 2018. [Google Scholar]
- Nasir, M.A.; Khan, Z.; Farooqi, I.; Nauman, S.; Anas, S.; Khalil, S.; Ata, R. Transverse shear behavior of a Nomex core for sandwich panels. Mech. Compos. Mater. 2015, 50, 733–738. [Google Scholar] [CrossRef]
- Heimbs, S. Virtual testing of sandwich core structures using dynamic finite element simulations. Comput. Mater. Sci. 2009, 45, 205–216. [Google Scholar] [CrossRef]
- Sun, J.; Kang, R.; Qin, Y.; Wang, Y.; Feng, B.; Dong, Z. Simulated and experimental study on the ultrasonic cutting mechanism of aluminum honeycomb by disc cutter. Compos. Struct. 2021, 275, 114431. [Google Scholar] [CrossRef]
- Salhi, J.E.; Zarrouk, T.; Salhi, N. Numerical analysis of the properties of nanofluids and their impact on the thermohydrodynamic phenomenon in a heat exchanger. Mater. Today Proc. 2021, 45, 7559–7565. [Google Scholar] [CrossRef]
- Sun, J.; Dong, Z.; Wang, X.; Wang, Y.; Qin, Y.; Kang, R. Simulation and experimental study of ultrasonic cutting for aluminum honeycomb by disc cutter. Ultrasonics 2020, 103, 106102. [Google Scholar] [CrossRef]
- Arnold, G.; Leiteritz, L.; Zahn, S.; Rohm, H. Ultrasonic cutting of cheese: Composition affects cutting work reduction and energy demand. Int. Dairy J. 2009, 19, 314–320. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zarrouk, T.; Salhi, J.-E.; Nouari, M.; Bouali, A. Enhancing the Machining Performance of Nomex Honeycomb Composites Using Rotary Ultrasonic Machining: A Finite Element Analysis Approach. Materials 2024, 17, 2044. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092044
Zarrouk T, Salhi J-E, Nouari M, Bouali A. Enhancing the Machining Performance of Nomex Honeycomb Composites Using Rotary Ultrasonic Machining: A Finite Element Analysis Approach. Materials. 2024; 17(9):2044. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092044
Chicago/Turabian StyleZarrouk, Tarik, Jamal-Eddine Salhi, Mohammed Nouari, and Abdelilah Bouali. 2024. "Enhancing the Machining Performance of Nomex Honeycomb Composites Using Rotary Ultrasonic Machining: A Finite Element Analysis Approach" Materials 17, no. 9: 2044. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092044