
Utilizing Wheel Washing Machine Sludge as a Cement Substitute in Repair Mortar: An Experimental Investigation into Material Characteristics


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Raw Materials
2.2. Mix Proportion and Specimen Preparation
2.3. Experimental Methods and Methodology
2.3.1. Flow Tests and Setting Time
2.3.2. Mechanical Strength Test
2.3.3. Water Absorption Rate Test
2.3.4. Chloride Penetration Test
2.3.5. Carbonation Depth Test
2.3.6. Freeze–Thaw Test
2.3.7. Microstructure Analysis
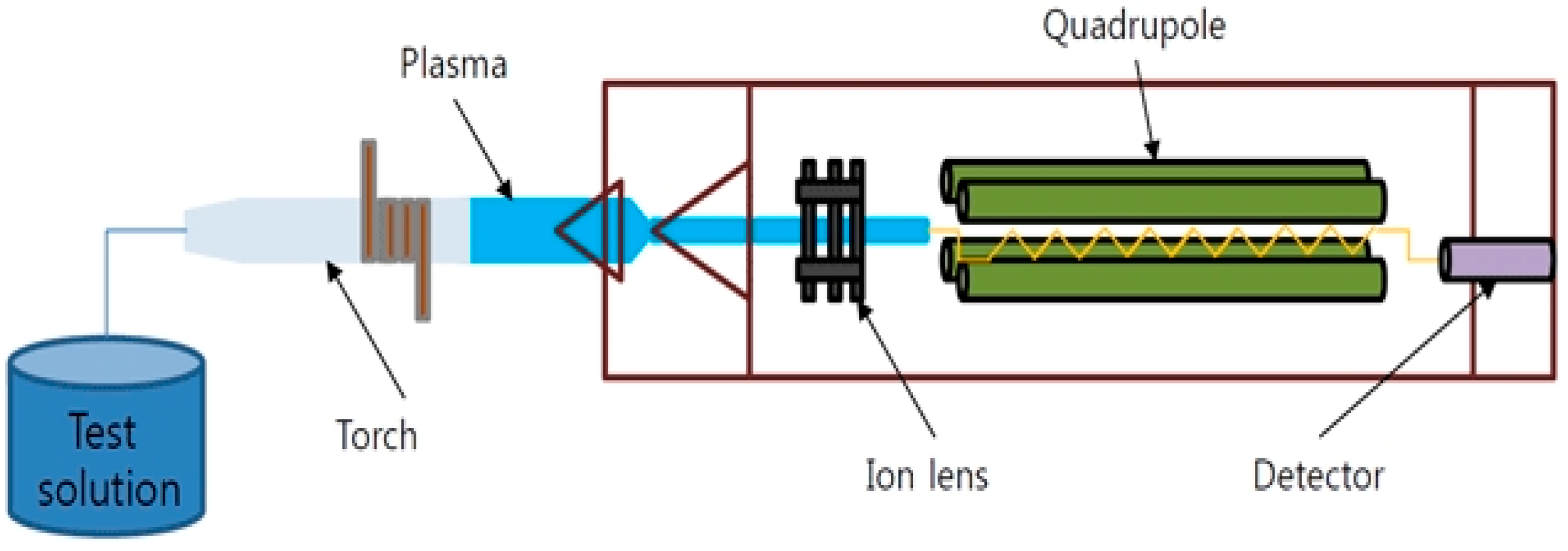
2.3.8. Environmental Hazard Analysis
3. Results and Discussion
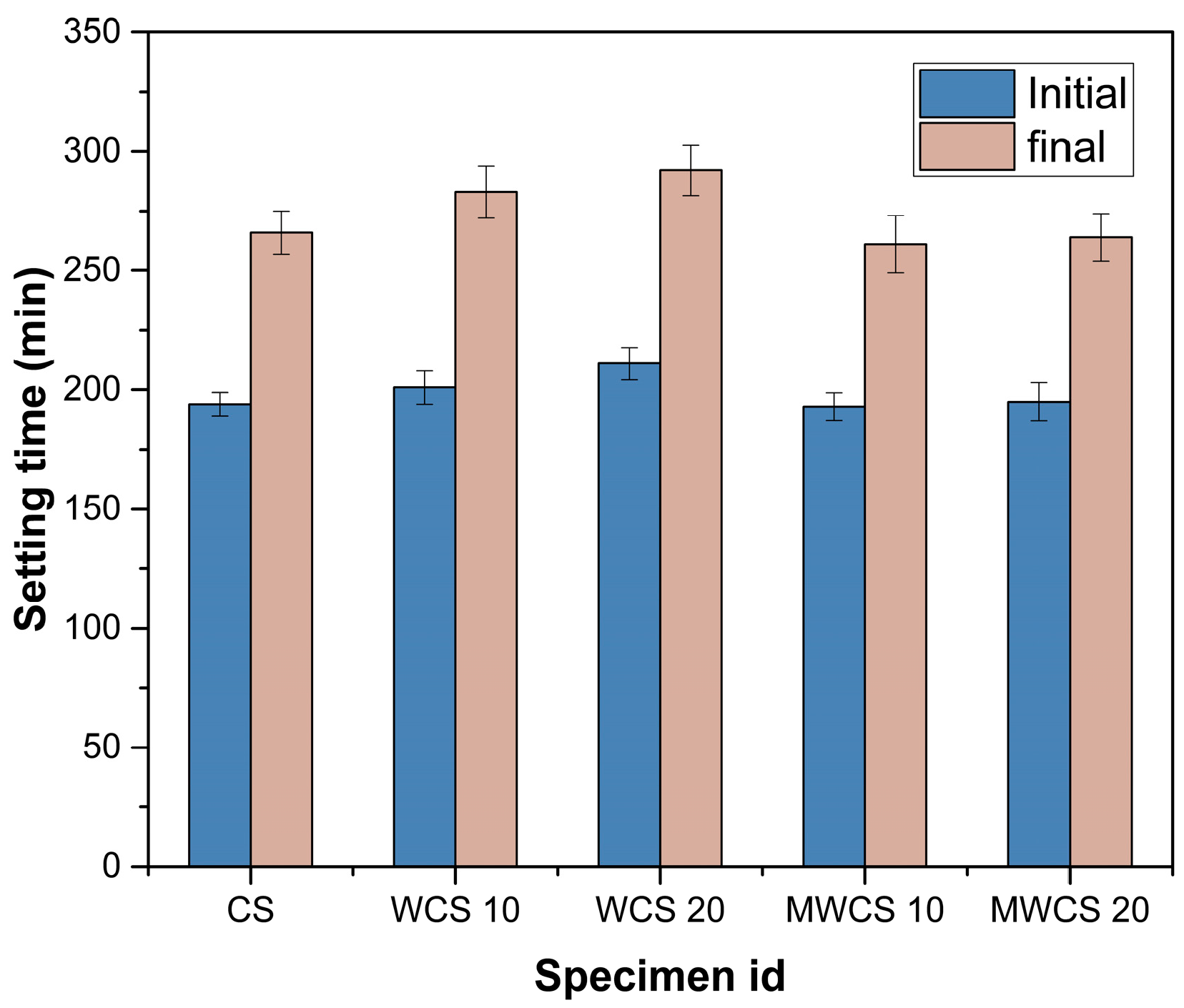
3.1. Flow TESTS and Setting Time
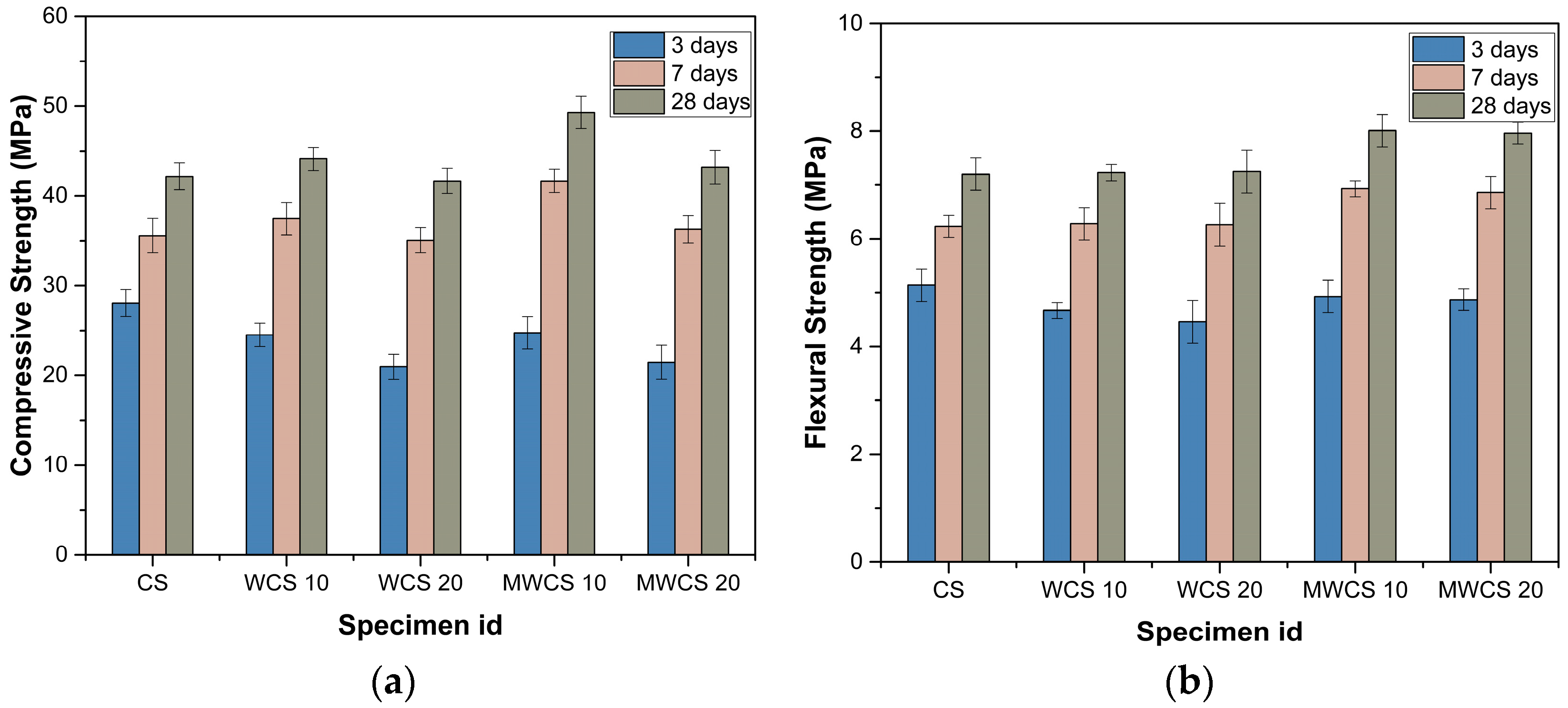
3.2. Mechanical Strength
3.3. Water Absorption Test
3.4. Chemical Attack Test
3.5. Freeze–Thaw Damage
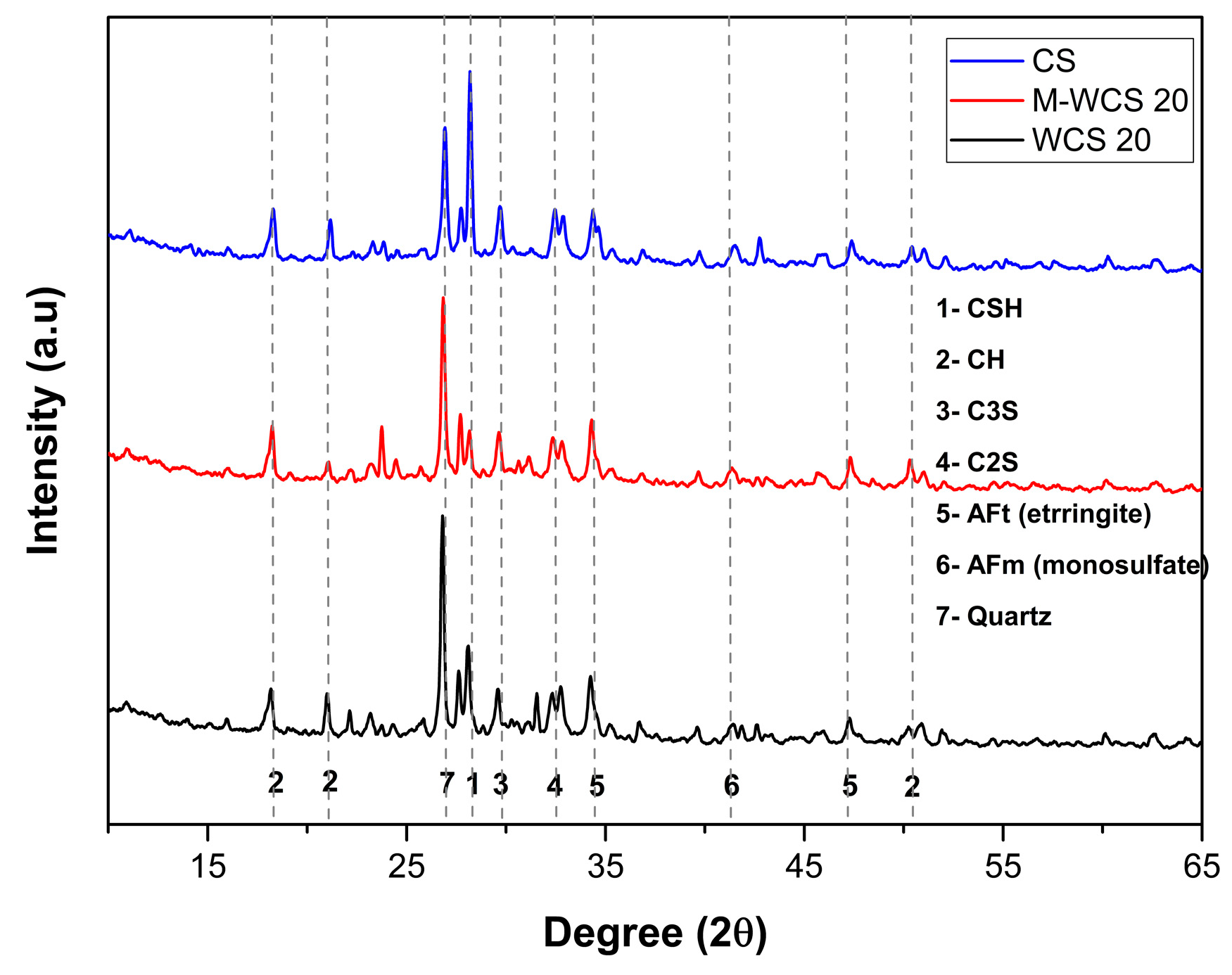
3.6. Microstructure Analysis
3.7. Environmental Hazard Analysis
4. Conclusions
- Incorporating WWS into repair mortar formulations improved workability, as seen in the slump test results. There was a consistent increase in slump, with 10% and 20% WWS substitutions resulting in enhancements of 2.4% and 4.3%, respectively. However, higher WWS content led to a notable delay in both initial and final setting times compared to the control sample.
- WWS-containing specimens exhibited superior resistance to internal damage from freeze–thaw cycles. For example, after 300 cycles, specimens containing 10% M-WWS showed a decrease in modulus of only 14%, significantly lower than the 40% decrease observed in the control mix. This resilience suggests potential long-term durability in WWS-based repair mortars.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bui, N.K.; Satomi, T.; Takahashi, H. Influence of Industrial By-Products and Waste Paper Sludge Ash on Properties of Recycled Aggregate Concrete. J. Clean. Prod. 2019, 214, 403–418. [Google Scholar] [CrossRef]
- Pizoń, J.; Gołaszewski, J.; Alwaeli, M.; Szwan, P. Properties of Concrete with Recycled Concrete Aggregate Containing Metallurgical Sludge Waste. Materials 2020, 13, 1448. [Google Scholar] [CrossRef] [PubMed]
- Martins, J.V.; Garcia, D.C.S.; Aguilar, M.T.P.; dos Santos, W.J. Influence of Replacing Portland Cement with Three Different Concrete Sludge Wastes. Constr. Build. Mater. 2021, 303, 124519. [Google Scholar] [CrossRef]
- Ramirez, K.G.; Possan, E.; dos Dezen, B.G.S.; Colombo, M. Potential Uses of Waste Sludge in Concrete Production. Manag. Environ. Qual. Int. J. 2017, 28, 821–838. [Google Scholar] [CrossRef]
- Rao Meda, S.; Kumar Sharma, S.; Tyagi, G.D. Utilization of Waste Sludge as a Construction Material—A Review. Mater. Today Proc. 2021, 46, 4195–4202. [Google Scholar] [CrossRef]
- Mashaly, A.O.; Shalaby, B.N.; Rashwan, M.A. Performance of Mortar and Concrete Incorporating Granite Sludge as Cement Replacement. Constr. Build. Mater. 2018, 169, 800–818. [Google Scholar] [CrossRef]
- Smol, M.; Kulczycka, J.; Henclik, A.; Gorazda, K.; Wzorek, Z. The Possible Use of Sewage Sludge Ash (SSA) in the Construction Industry as a Way towards a Circular Economy—ScienceDirect. J. Clean. Prod. 2015, 95, 45–54. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/S095965261500164X (accessed on 1 April 2024). [CrossRef]
- Chikouche, M.A.; Ghorbel, E.; Bibi, M. The Possibility of Using Dredging Sludge in Manufacturing Cements: Optimization of Heat Treatment Cycle and Ratio Replacement—ScienceDirect. Constr. Build. Mater. 2016, 106, 330–341. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/S0950061815307996 (accessed on 1 April 2024). [CrossRef]
- Świerczek, L.; Cieślik, B.M.; Konieczka, P. The Potential of Raw Sewage Sludge in Construction Industry—A Review—ScienceDirect. J. Clean. Prod. 2018, 200, 342–356. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/S0959652618321772 (accessed on 1 April 2024). [CrossRef]
- Kim, J.; Yi, C.; Zi, G. Waste Glass Sludge as a Partial Cement Replacement in Mortar. Constr. Build. Mater. 2015, 75, 242–246. [Google Scholar] [CrossRef]
- Danish, A.; Ozbakkaloglu, T. Greener Cementitious Composites Incorporating Sewage Sludge Ash as Cement Replacement: A Review of Progress, Potentials, and Future Prospects. J. Clean. Prod. 2022, 371, 133364. [Google Scholar] [CrossRef]
- Rezaee, F.; Danesh, S.; Tavakkolizadeh, M.; Mohammadi-Khatami, M. Investigating Chemical, Physical and Mechanical Properties of Eco-Cement Produced Using Dry Sewage Sludge and Traditional Raw Materials. J. Clean. Prod. 2019, 214, 749–757. [Google Scholar] [CrossRef]
- Chang, Z.; Long, G.; Zhou, J.L.; Ma, C. Valorization of Sewage Sludge in the Fabrication of Construction and Building Materials: A Review—ScienceDirect. Resour. Conserv. Recycl. 2020, 154, 104606. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/S0921344919305129 (accessed on 1 April 2024). [CrossRef]
- Cyr, M.; Coutand, M.; Clastres, P. Technological and Environmental Behavior of Sewage Sludge Ash (SSA) in Cement-Based Materials. Cem. Concr. Res. 2007, 37, 1278–1289. [Google Scholar] [CrossRef]
- Ahmad, S.I.; Ahmed, Z.B.; Ahmed, T. Feasibility of Sludge Generated in Water-Based Paint Industries as Cement Replacement Material. Case Stud. Constr. Mater. 2022, 16, e01119. [Google Scholar] [CrossRef]
- Chen, M.; Blanc, D.; Gautier, M.; Mehu, J.; Gourdon, R. Environmental and Technical Assessments of the Potential Utilization of Sewage Sludge Ashes (SSAs) as Secondary Raw Materials in Construction. Waste Manag. 2013, 33, 1268–1275. [Google Scholar] [CrossRef] [PubMed]
- Lin, K.-L.; Lin, C.-Y. Hydration Characteristics of Waste Sludge Ash Utilized as Raw Cement Material. Cem. Concr. Res. 2005, 35, 1999–2007. [Google Scholar] [CrossRef]
- He, Z.; Yang, Y.; Yuan, Q.; Shi, J.; Liu, B.; Liang, C.; Du, S. Recycling Hazardous Water Treatment Sludge in Cement-Based Construction Materials: Mechanical Properties, Drying Shrinkage, and Nano-Scale Characteristics. J. Clean. Prod. 2021, 290, 125832. [Google Scholar] [CrossRef]
- Yusuf, R.O.; Noor, Z.Z.; Din, M.F.M.; Abba, A.H. Use of Sewage Sludge Ash (SSA) in the Production of Cement and Concrete—A Review. Int. J. Glob. Environ. Issues 2012, 12, 214–228. [Google Scholar] [CrossRef]
- Mathye, R.P.; Ikotun, B.D.; Fanourakis, G.C. The Effect of Dry Wastewater Sludge as Sand Replacement on Concrete Strengths. Mater. Today Proc. 2021, 38, 975–981. [Google Scholar] [CrossRef]
- Lynn, C.J.; Dhir, R.K.; Ghataora, G.S.; West, R.P. Sewage Sludge Ash Characteristics and Potential for Use in Concrete—ScienceDirect. Constr. Build. Mater. 2015, 98, 767–779. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/S0950061815303408?casa_token=4wAOUQbnjDwAAAAA:VrAWoFXxPTvjw9kF_V9uTqrCjGgaQTgAbn3cxGzMfh0-5X97FZ-Dpz9fWNU-I--5a9NXOJ1Kbfod (accessed on 20 April 2024). [CrossRef]
- Mohamed, O.A.; Farghali, A.A.; Eessaa, A.K.; El-Shamy, A.M. Cost-Effective and Green Additives of Pozzolanic Material Derived from the Waste of Alum Sludge for Successful Replacement of Portland Cement|Scientific Reports. Sci. Rep. 2022, 12, 20974. Available online: https://0-www-nature-com.brum.beds.ac.uk/articles/s41598-022-25246-7 (accessed on 1 April 2024). [CrossRef] [PubMed]
- Lin, Y.; Zhou, S.; Li, F.; Lin, Y. Utilization of Municipal Sewage Sludge as Additives for the Production of Eco-Cement. J. Hazard. Mater. 2012, 213–214, 457–465. [Google Scholar] [CrossRef]
- Nakic, D. Environmental Evaluation of Concrete with Sewage Sludge Ash Based on LCA. Sustain. Prod. Consum. 2018, 16, 193–201. [Google Scholar] [CrossRef]
- Woo, B.H.; Jeon, I.K.; Yoo, D.H.; Kim, H.G.; Ryou, J.-S. Ice-Melting Performance Assessment of Cement Composites Using Silicon Carbide as Fine Aggregate. Appl. Therm. Eng. 2021, 194, 117113. [Google Scholar] [CrossRef]
- ASTM C150-07; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2007. Available online: https://www.astm.org/c0150-07.html (accessed on 1 April 2024).
- ASTM C 33:2003; Standard Specification for Concrete Aggregates. American Society for Testing and Materials: Philadelphia, PA, USA, 2003. Available online: https://www.intertekinform.com/en-au/standards/ (accessed on 1 April 2024).
- Abebe, T.N.; Woo, B.-H.; Kim, H.G.; Ryou, J.-S. Real-Time Monitoring of Self-Sensing Cementitious Composite Incorporating Hybrid Silicon Carbide and Graphite for Enhanced Structural Health Monitoring. Cem. Concr. Compos. 2024, 146, 105404. [Google Scholar] [CrossRef]
- ASTM C1437; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2007. Available online: https://www.astm.org/c1437-07.html (accessed on 2 April 2024).
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 50 mm [2 in.] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2024. Available online: https://www.astm.org/c0109_c0109m-20.html (accessed on 2 April 2024).
- ASTM C348; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2021. Available online: https://www.astm.org/c0348-21.html (accessed on 2 April 2024).
- ASTM C642; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2013. Available online: https://www.astm.org/c0642-21.html (accessed on 19 April 2024).
- NT Build 492. Available online: https://www.betonconsultingeng.com/services/concrete-testing/nt-build-492/ (accessed on 2 April 2024).
- ISO 1920-12:2015; Testing of Concrete—Part 12: Determination of the Carbonation Resistance of Concrete—Accelerated Carbonation Method. ISO: Geneva, Switzerland, 2015. Available online: https://www.iso.org/standard/57932.html (accessed on 2 April 2024).
- ASTM C666; Standard Test Method for Resistance of Concrete to Rapid Freezing and Thawing. ASTM International: West Conshohocken, PA, USA, 2008. Available online: https://www.astm.org/standards/c666 (accessed on 3 April 2024).
- Tadesse, N.A.; Ryou, J.-S.; Park, K.T.; Kim, J.Y.; Kim, H.G.; Woo, B.-H. Investigation of the Prolonged Effect of Electric Stress into the Cement Mortar Incorporating Silicon Carbide. J. Build. Eng. 2023, 76, 107352. [Google Scholar] [CrossRef]
- Lee, H.; Hanif, A.; Usman, M.; Sim, J.; Oh, H. Performance Evaluation of Concrete Incorporating Glass Powder and Glass Sludge Wastes as Supplementary Cementing Material. J. Clean. Prod. 2018, 170, 683–693. [Google Scholar] [CrossRef]
- Khatib, J.M. Properties of Concrete Incorporating Fine Recycled Aggregate—ScienceDirect. Cem. Concr. Res. 2005, 35, 763–769. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/S0008884604002728 (accessed on 19 April 2024). [CrossRef]
- Haustein, E.; Kuryłowicz-Cudowska, A.; Łuczkiewicz, A.; Fudala-Książek, S.; Cieślik, B.M. Influence of Cement Replacement with Sewage Sludge Ash (SSA) on the Heat of Hydration of Cement Mortar. Materials 2022, 15, 1547. [Google Scholar] [CrossRef]
- Chandara, C.; Sakai, E.; Azizli, K.A.M.; Ahmad, Z.A.; Hashim, S.F.S. The Effect of Unburned Carbon in Palm Oil Fuel Ash on Fluidity of Cement Pastes Containing Superplasticizer. Constr. Build. Mater. 2010, 24, 1590–1593. [Google Scholar] [CrossRef]
- Ramos, T.; Matos, A.M.; Schmidt, B.; Rio, J.; Sousa-Coutinho, J. Granitic Quarry Sludge Waste in Mortar: Effect on Strength and Durability. Constr. Build. Mater. 2013, 47, 1001–1009. [Google Scholar] [CrossRef]
- Sabir, B.B.; Wild, S.; Bai, J. Metakaolin and Calcined Clays as Pozzolans for Concrete: A Review. Cem. Concr. Compos. 2001, 23, 441–454. [Google Scholar] [CrossRef]
- Alnahhal, M.F.; Alengaram, U.J.; Jumaat, M.Z.; Alsubari, B.; Alqedra, M.A.; Mo, K.H. Effect of Aggressive Chemicals on Durability and Microstructure Properties of Concrete Containing Crushed New Concrete Aggregate and Non-Traditional Supplementary Cementitious Materials—ScienceDirect. Constr. Build. Mater. 2018, 163, 482–495. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/S0950061817325114 (accessed on 19 April 2024). [CrossRef]
- Pang, D.; Mao, Y.; Jin, Y.; Song, Z.; Wang, X.; Li, J.; Wang, W. Review on the Use of Sludge in Cement Kilns: Mechanism, Technical, and Environmental Evaluation. Process Saf. Environ. Prot. 2023, 172, 1072–1086. [Google Scholar] [CrossRef]
- Xi, Y.; Anastasiou, E.; Karozou, A.; Silvestri, S. Fresh and Hardened Properties of Cement Mortars Using Marble Sludge Fines and Cement Sludge Fines. Constr. Build. Mater. 2019, 220, 142–148. [Google Scholar] [CrossRef]
- Ching, C.Y.; Bashir, M.J.; Aun, N.C.; Aldahdooh, M.A.A. Sustainable Production of Concrete with Treated Alum Sludge—ScienceDirect. Constr. Build. Mater. 2021, 282, 122703. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/S0950061821004633 (accessed on 3 April 2024). [CrossRef]
- Audo, M.; Mahieux, P.-Y.; Turcry, P.; Chateau, L.; Churlaud, C. Characterization of Ready-Mixed Concrete Plants Sludge and Incorporation into Mortars: Origin of Pollutants, Environmental Characterization and Impacts on Mortars Characteristics. J. Clean. Prod. 2018, 183, 153–161. [Google Scholar] [CrossRef]
- Roslan, N.H.; Ismail, M.; Khalid, N.H.A.; Muhammad, B. Properties of Concrete Containing Electric Arc Furnace Steel Slag and Steel Sludge. J. Build. Eng. 2020, 28, 101060. [Google Scholar] [CrossRef]
- Shi, C.; He, T.; Zhang, G.; Wang, X.; Hu, Y. Effects of Superplasticizers on Carbonation Resistance of Concrete. Constr. Build. Mater. 2016, 108, 48–55. [Google Scholar] [CrossRef]
- Li, G.; Yao, F.; Liu, P.; Yan, C. Long-Term Carbonation Resistance of Concrete under Initial High-Temperature Curing. Mater. Struct. 2016, 49, 2799–2806. Available online: https://0-link-springer-com.brum.beds.ac.uk/article/10.1617/s11527-015-0686-3 (accessed on 4 April 2024). [CrossRef]
- Kou, S.-C.; Poon, C.-S. Long-Term Mechanical and Durability Properties of Recycled Aggregate Concrete Prepared with the Incorporation of Fly Ash. Cem. Concr. Compos. 2013, 37, 12–19. [Google Scholar] [CrossRef]
- Kurda, R.; de Brito, J.; Silvestre, J.D. Combined Influence of Recycled Concrete Aggregates and High Contents of Fly Ash on Concrete Properties. Constr. Build. Mater. 2017, 157, 554–572. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Enhancing the Durability Properties of Concrete Prepared with Coarse Recycled Aggregate. Constr. Build. Mater. 2012, 35, 69–76. [Google Scholar] [CrossRef]
- Lin, H.; Han, Y.; Liang, S.; Gong, F.; Han, S.; Shi, C.; Feng, P. Effects of Low Temperatures and Cryogenic Freeze-Thaw Cycles on Concrete Mechanical Properties: A Literature Review. Constr. Build. Mater. 2022, 345, 128287. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, Q.; Li, Y. Deterioration of Concrete under the Coupling Effects of Freeze–Thaw Cycles and Other Actions: A Review. Constr. Build. Mater. 2022, 319, 126045. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide Content/wt.% | Physical Characteristics | |||||||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O | CaO | Fe2O3 | MgO | K2O | Specific Gravity (g/cm3) | Surface Area (cm2/g) | Ig. Loss |
| 20.8 | 6.3 | 62.0 | 3.2 | 2.9 | 2.1 | 2.19 | 5784 | 1.5 |
| Oxide Content/wt.% | Physical Characteristics | ||||||
|---|---|---|---|---|---|---|---|
| SiO2 | Al2O | CaO | Fe2O3 | MgO | K2O | Specific Gravity (g/cm3) | Surface Area (cm2/g) |
| 48.7 | 23.6 | 2.65 | 5.98 | 1.55 | 4.5 | 2.19 | 5784 |
| Mix ID | W/B (%) | All Units Are (g) | ||||
|---|---|---|---|---|---|---|
| Cement | WWS | Sand | WR (%) | |||
| Treated | Non-Treated | |||||
| CS | 40 | 700 | - | - | ||
| WCS 10 | 630 | 70 | - | |||
| WCS 20 | 560 | 140 | - | 1400 | 0.7 | |
| M-WCS 10 | 630 | - | 70 | |||
| M-WCS 20 | 560 | - | 140 | |||
| Test ID | Specimen Dimension (mm3) | Shape |
|---|---|---|
| Compressive test | 50 × 50 × 50 | prism |
| Flexural test | 40 × 40 × 160 | prism |
| Freeze–thaw test | 100 × 100 × 400 | prism |
| Chlorine penetration test | Φ 100 × 50 | Cylinder (disc) |
| Carbonation depth test | Φ 100 × 50 | Cylinder (disc) |
| Water absorption rate test | 50 × 50 × 50 | Cubic |
| Elements | Standard | Test Result |
|---|---|---|
| Pb | <3 mg/L | N/D (Non-Detected) |
| Cu | <3 mg/L | N/D (Non-Detected) |
| As | <1.5 mg/L | N/D (Non-Detected) |
| Cd | <0.005 mg/L | N/D (Non-Detected) |
| Cr6+ | <1.5 mg/L | N/D (Non-Detected) |
| Hg | <0.3 mg/L | N/D (Non-Detected) |
| organic phosphorus | <1 mg/L | N/D (Non-Detected) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, C.; Abebe, T.N. Utilizing Wheel Washing Machine Sludge as a Cement Substitute in Repair Mortar: An Experimental Investigation into Material Characteristics. Materials 2024, 17, 2037. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092037
Jang C, Abebe TN. Utilizing Wheel Washing Machine Sludge as a Cement Substitute in Repair Mortar: An Experimental Investigation into Material Characteristics. Materials. 2024; 17(9):2037. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092037
Chicago/Turabian StyleJang, Changhwan, and Tadesse Natoli Abebe. 2024. "Utilizing Wheel Washing Machine Sludge as a Cement Substitute in Repair Mortar: An Experimental Investigation into Material Characteristics" Materials 17, no. 9: 2037. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092037