Microstructure Evolution and Recrystallization Mechanisms of a Cu–Cr–Sn Alloy during Thermal Deformation Process

Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Thermal Compression Experiment
2.2. Microstructure Observation
3. Experimental Results
3.1. True Stress–True Strain Curves
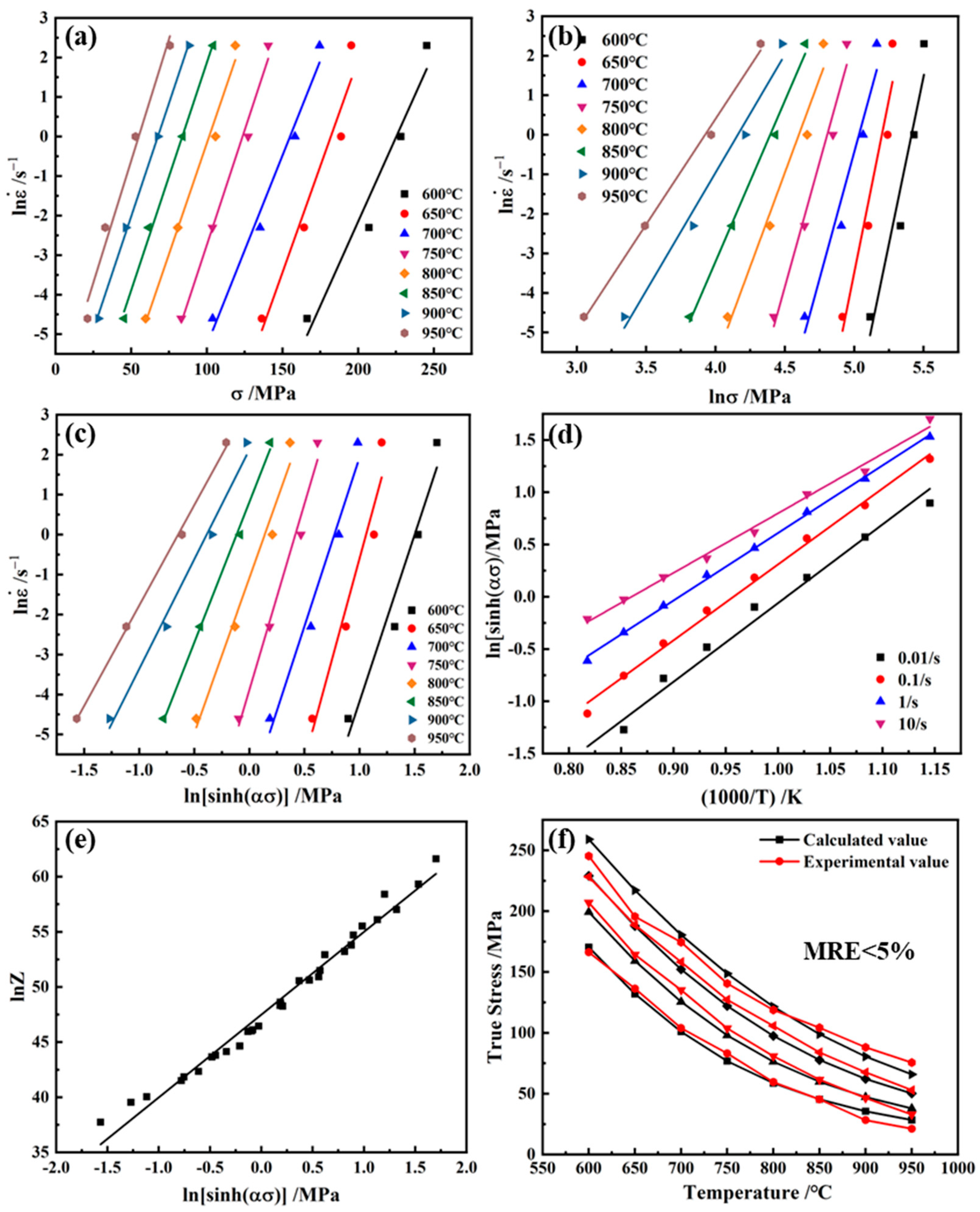
3.2. Determination of Constitutive Equation and Its Parameters
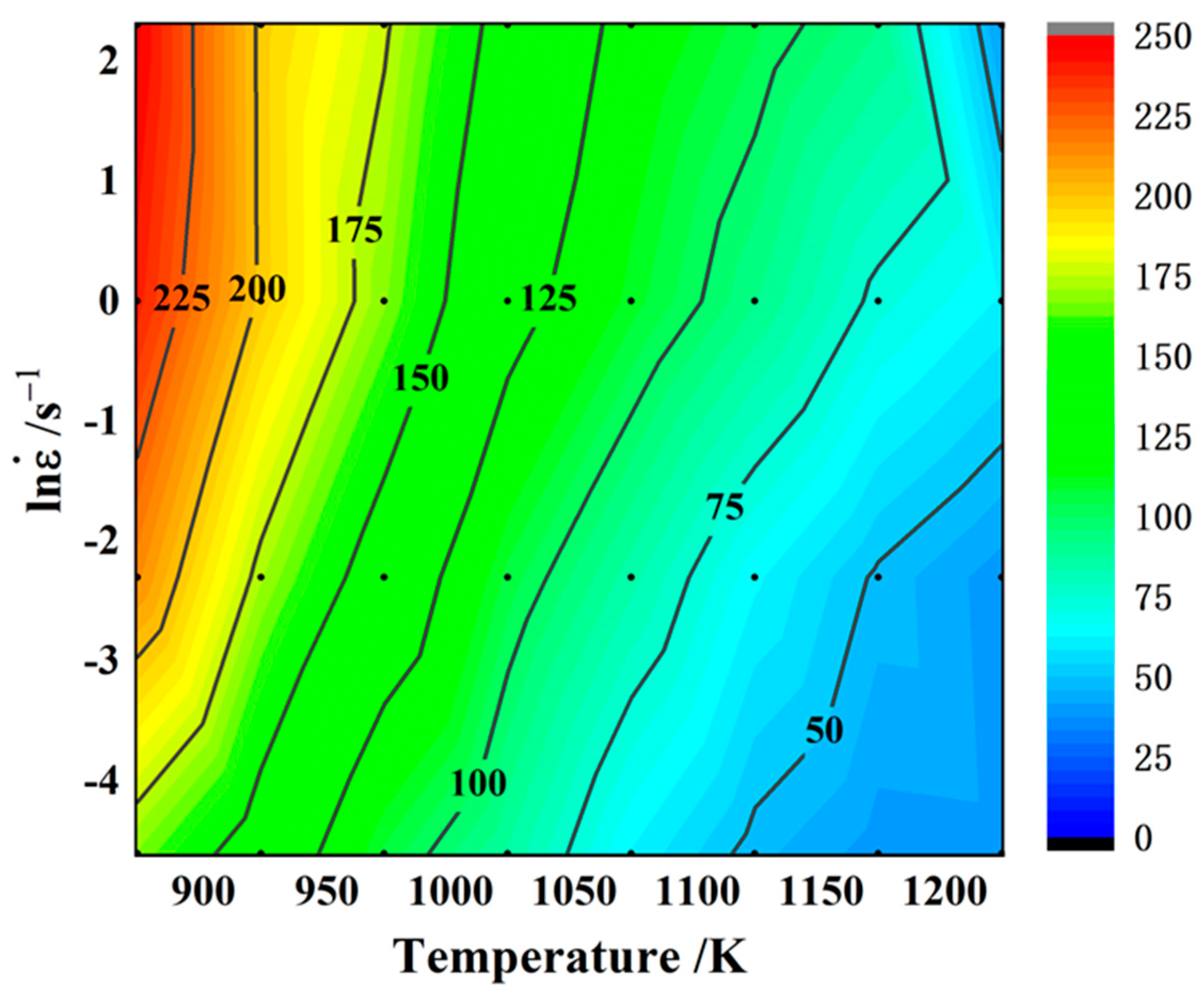
3.3. Establishment of Hot Working Map
3.4. Microstructural Evolution
3.4.1. As-Cast Microstructure of Cu–Cr–Sn Alloy
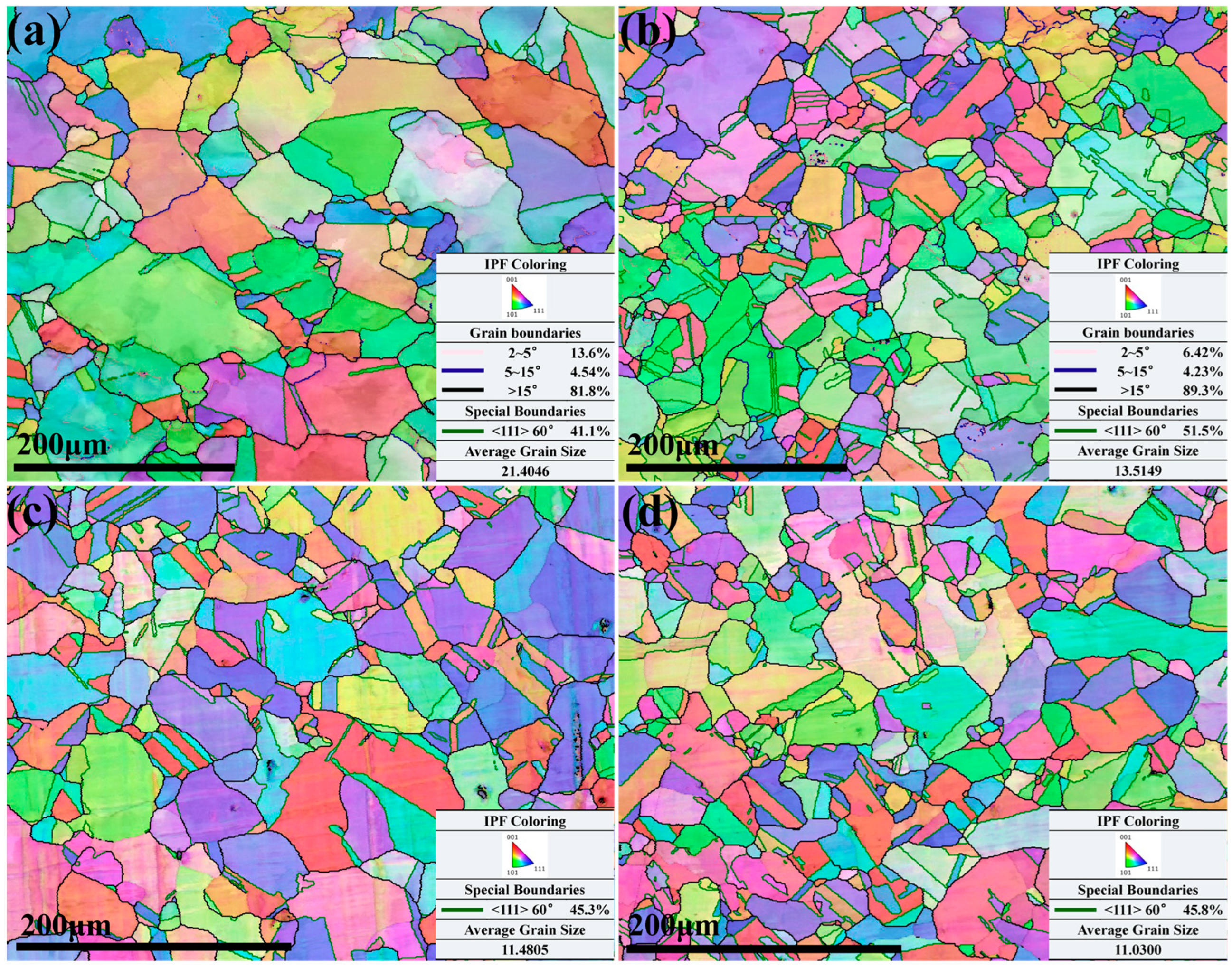
3.4.2. EBSD Analysis under Different Deformation Conditions
3.4.3. TEM Observation
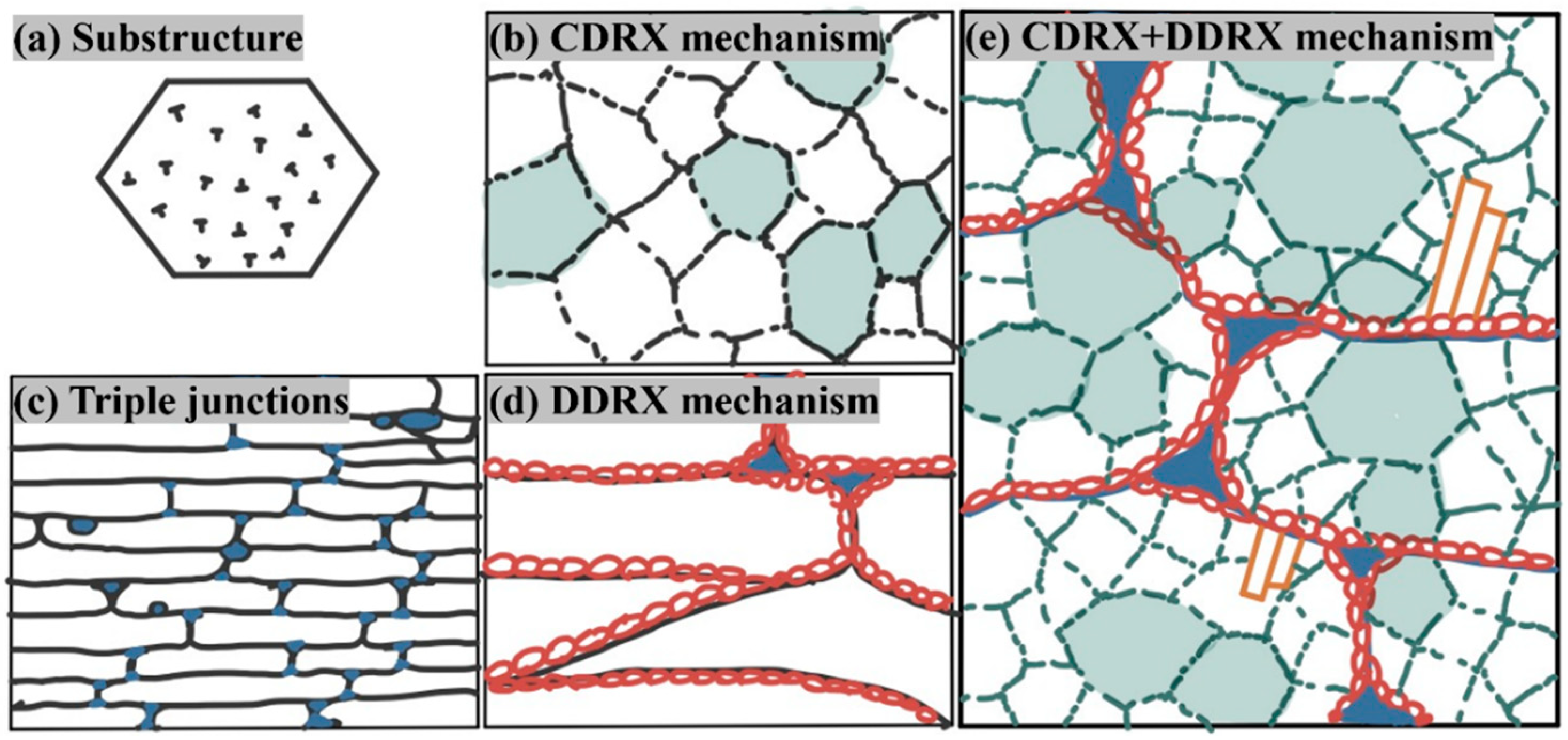
4. Discussion
5. Conclusions
- The activation energy of the alloy was calculated as 430.61 KJ/mol, and the constitutive equation of the Cu–Cr–Sn alloy can be represented as .
- Thermal processing map of the alloy was established, and the reasonable thermal processing system for the Cu–Cr–Sn alloy was a deformation temperature of 900 °C and a strain rate of 0.1 s−1.
- The DDRX was mainly dominant at low deformation temperatures, while CDRX and DDRX both happened at high deformation temperatures. At a strain rate of 0.1 s−1, the proportion of twinning was the highest, and twinning nucleation was the main nucleation mode for recrystallization.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, Z.Y.; Ma, G.; Ma, P.L.; Shi, Y.J. The Pollution Situation Analysis and Pollution Control Measures of the IC Copper Alloy Lead Frame Production. Gansu Metall. 2017, 39, 101–105,111. [Google Scholar]
- Zhang, Q.K.; Liu, F.; Feng, X.L. Performance Requirements and Development Prospect of Cu Alloy Strip for High Precision Etching Lead Frame. Hot Work. Technol. 2020, 49, 6–9,14. [Google Scholar]
- Breedis, J.F. Electronic Packing: Lead Frame Materials, Encyclopedia of Materials: Science and Technology, 2nd ed.; Pergamon Press Ltd.: Oxford, UK, 2001; pp. 2683–2688. [Google Scholar]
- Su, J.H.; Liu, P.; Dong, Q.-M.; Li, H.-J.; Ren, F.-Z. Aging study of rapidly solidified and solid-solution Cu–Cr–Sn–Zn alloy. J. Mater. Process. Technol. 2008, 205, 366–369. [Google Scholar] [CrossRef]
- Li, J.; Ding, H.; Li, B.; Gao, W.; Bai, J.; Sha, G. Effect of Cr and Sn additions on microstructure, mechanical-electrical properties and softening resistance of Cu–Cr–Sn alloy. Mater. Sci. Eng. A 2021, 802, 140628. [Google Scholar] [CrossRef]
- Qi, H.N.; Zhang, Z.M.; Yu, J.M.; Yin, X.Y.; Du, Z.Y. Dynamic Recrystallization of Mg-8Gd-3Y-1Nd-0.5Zr Alloy during Hot Deformation. Mater. Sci. Forum 2017, 898, 311–322. [Google Scholar] [CrossRef]
- Gao, X.; Wu, H.-B.; Liu, M.; Zhang, Y.-X.; Zhou, X.-D. Dynamic Recovery and Recrystallization Behaviors of C71500 Copper-Nickel Alloy Under Hot Deformation. J. Mater. Eng. Perform. 2020, 29, 7678–7692. [Google Scholar] [CrossRef]
- Zhu, R.; Liu, Q.; Li, J.; Xiang, S.; Chen, Y.; Zhang, X. Dynamic restoration mechanism and physically based constitutive model of 2050 Al–Li alloy during hot compression. J. Alloys Compd. 2015, 650, 75–85. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, G.; Xu, X.; Chen, X.; Zhang, C. Constitutive modeling, processing map establishment and microstructure analysis of spray deposited Al-Cu-Li alloy 2195. J. Alloys Compd. 2019, 779, 735–751. [Google Scholar] [CrossRef]
- Li, D.; Guo, Q.; Guo, S.; Peng, H.; Wu, Z. The microstructure evolution and nucleation mechanisms of dynamic recrystallization in hot-deformed Inconel 625 superalloy. Mater. Des. 2011, 32, 696–705. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.-T.; Xia, Y.-C.; Jiang, Y.-Q. Hot deformation and processing map of a typical Al–Zn–Mg–Cu alloy. J. Alloys Compd. 2013, 550, 438–445. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Barnett, M.R.; Hodgson, P.D. Hot Deformation and Recrystallization of Austenitic Stainless Steel: Part I. Dynamic Recrystallization. Metall. Mater. Trans. A 2008, 39, 1359–1370. [Google Scholar] [CrossRef]
- Shi, Z.; Yan, X.; Duan, C. Characterization of hot deformation behavior of GH925 superalloy using constitutive equation, processing map and microstructure observation. J. Alloys Compd. 2015, 652, 30–38. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, J.; Liu, G.; Chen, G.; Han, F. Constitutive behavior and hot workability of multi-direction forged T2 copper during hot compression deformation. Int. J. Mater. Form. 2020, 13, 479–492. [Google Scholar] [CrossRef]
- Shukla, A.K.; Narayana Murty, S.V.S.; Sharma, S.C.; Mondal, K. Constitutive modeling of hot deformation behavior of vacuum hot pressed Cu–8Cr–4Nb alloy. Mater. Des. 2015, 75, 57–64. [Google Scholar] [CrossRef]
- Ban, Y.; Zhang, Y.; Tian, B.; Song, K.; Zhou, M.; Zhang, X.; Jia, Y.; Li, X.; Geng, Y.; Liu, Y.; et al. EBSD analysis of hot deformation behavior of Cu-Ni-Co-Si-Cr alloy. Mater. Charact. 2020, 169, 110656. [Google Scholar] [CrossRef]
- Liu, B.; Zhao, G.; Zhang, X.; Guo, J.; Gong, S.; Xie, G.; Peng, L.; Li, Z. High-temperature deformation behavior of a novel high strength and high elasticity Cu–20Ni–20Mn–0.3Nb–0.3Cr–0.1Zr alloy. Intermetallics 2021, 132, 107162. [Google Scholar] [CrossRef]
- Zhao, J.; Ding, H.; Zhao, W.; Huang, M.; Wei, D.; Jiang, Z. Modelling of the hot deformation behaviour of a titanium alloy using constitutive equations and artificial neural network. Comput. Mater. Sci. 2014, 92, 47–56. [Google Scholar] [CrossRef]
- Mirzadeh, H. Simple physically-based constitutive equations for hot deformation of 2024 and 7075 aluminum alloys. Trans. Nonferrous Met. Soc. China 2015, 25, 1614–1618. [Google Scholar] [CrossRef]
- Anand, L. Constitutive equations for hot-working of metals. Int. J. Plast. 1985, 1, 213–231. [Google Scholar] [CrossRef]
- Sheppard, T.; Jackson, A. Constitutive equations for use in prediction of flow stress during extrusion of aluminium alloys. Mater. Sci. Technol. 1997, 13, 203–209. [Google Scholar] [CrossRef]
- Sellars, C.M. Recrystallization of metals during hot deformation Philosophical Transactions of the Royal Society of London. Ser. A Math. Phys. Sci. 1978, 288, 147–158. [Google Scholar]
- Ravichandran, N.; Prasad, Y. Dynamic recrystallization during hot deformation of aluminum: A study using processing maps. Metall. Trans. A 1991, 22, 2339–2348. [Google Scholar] [CrossRef]
- Chen, X.M.; Lin, Y.C.; Wen, D.X.; Zhang, J.L.; He, M. Dynamic recrystallization behavior of a typical nickel-based superalloy during hot deformation. Mater. Des. 2014, 57, 568–577. [Google Scholar] [CrossRef]
- Li, J.; Wu, X.; Cao, L.; Liao, B.; Wang, Y.; Liu, Q. Hot deformation and dynamic recrystallization in Al-Mg-Si alloy. Mater. Charact. 2021, 173, 110976. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, Y.; Volinsky, A.A.; Wang, B.; Tian, B.; Song, K.; Chai, Z.; Liu, Y. Effects of Ag Addition on Hot Deformation Behavior of Cu-Ni-Si Alloys. Adv. Eng. Mater. 2017, 19, 1600607. [Google Scholar] [CrossRef]
- Song, T.; Xu, S.; Li, Y.; Ding, H. Hot deformation and dynamic recrystallization behavior of a Cu-9Ni-6Sn-0.04Cr alloy. Mater. Today Commun. 2023, 35, 105828. [Google Scholar] [CrossRef]
- Ban, Y.; Zhang, Y.; Jia, Y.; Tian, B.; Volinsky, A.A.; Zhang, X.; Zhang, Q.; Geng, Y.; Liu, Y.; Li, X. Effects of Cr addition on the constitutive equation and precipitated phases of copper alloy during hot deformation. Mater. Des. 2020, 191, 108613. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Z.; Jiang, Y.; Zhang, Y.; Zhou, Z.; Lei, Q. The microstructure evolution and properties of a Cu-Cr-Ag alloy during thermal-mechanical treatment. J. Mater. Res. 2017, 32, 1324–1332. [Google Scholar] [CrossRef]
- Zhang, Y.; Chai, Z.; Volinsky, A.A.; Tian, B.; Sun, H.; Liu, P.; Liu, Y. Processing maps for the Cu-Cr-Zr-Y alloy hot deformation behavior. Mater. Sci. Eng. A 2016, 662, 320–329. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Alloy Element (wt.%) | ||
|---|---|---|---|
| Cr | Sn | Cu | |
| Cu–Cr–Sn | 0.22 | 0.2 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Q.; Yang, Z.; Peng, L.; Xie, H.; Cao, Y.; Zhu, Y.; Liu, F. Microstructure Evolution and Recrystallization Mechanisms of a Cu–Cr–Sn Alloy during Thermal Deformation Process. Materials 2024, 17, 2015. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092015
Yu Q, Yang Z, Peng L, Xie H, Cao Y, Zhu Y, Liu F. Microstructure Evolution and Recrystallization Mechanisms of a Cu–Cr–Sn Alloy during Thermal Deformation Process. Materials. 2024; 17(9):2015. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092015
Chicago/Turabian StyleYu, Qian, Zhen Yang, Lijun Peng, Haofeng Xie, Yicheng Cao, Yunqing Zhu, and Feng Liu. 2024. "Microstructure Evolution and Recrystallization Mechanisms of a Cu–Cr–Sn Alloy during Thermal Deformation Process" Materials 17, no. 9: 2015. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17092015