
Research on the Solid–Liquid Composite Casting Process of Incoloy825/P110 Steel Composite Pipe
Abstract
:1. Introduction
2. Establishing an Interface Temperature Model
3. Simulation Analysis
3.1. Finite Element Model
3.2. Simulation Results and Analysis
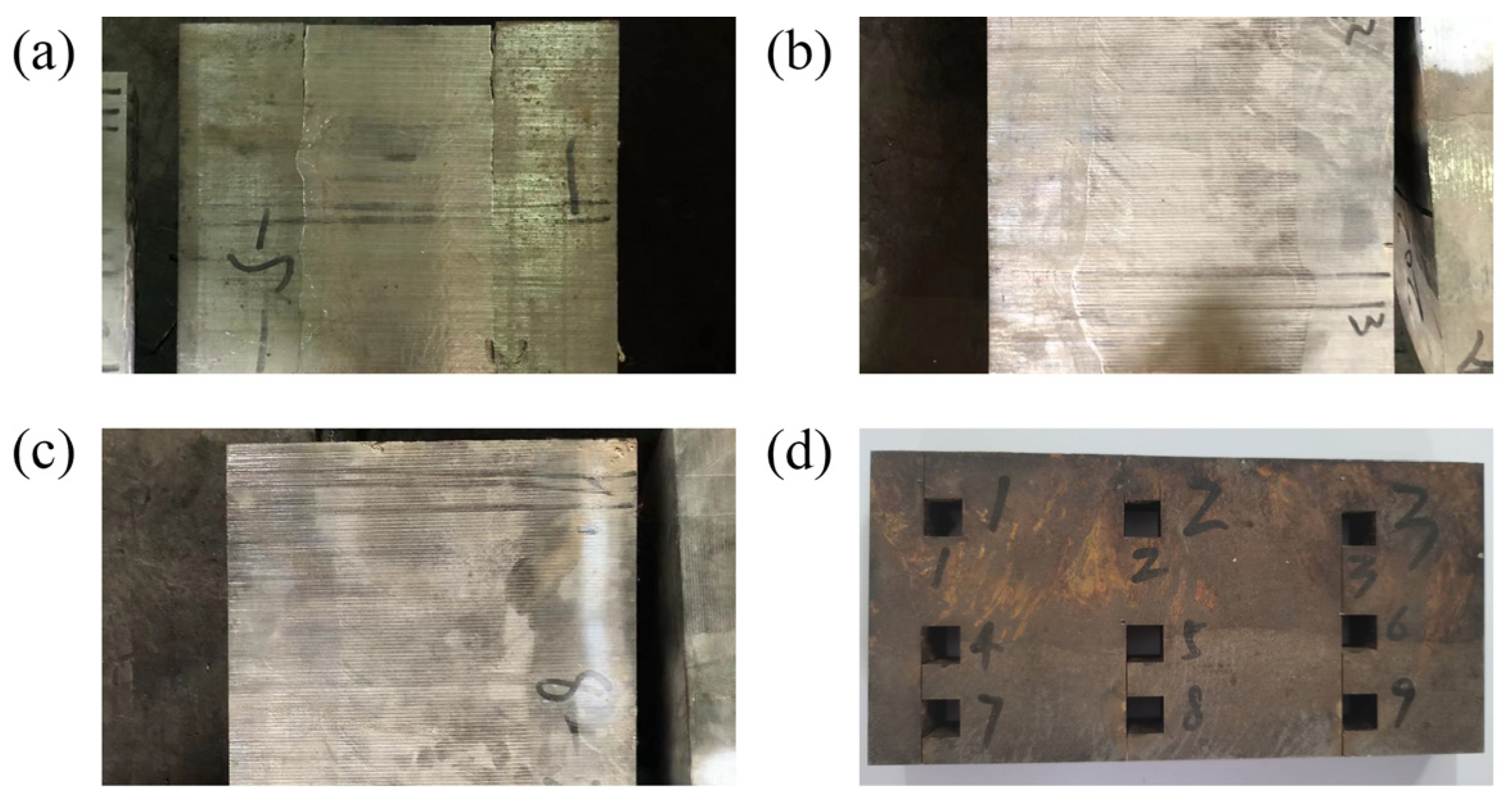
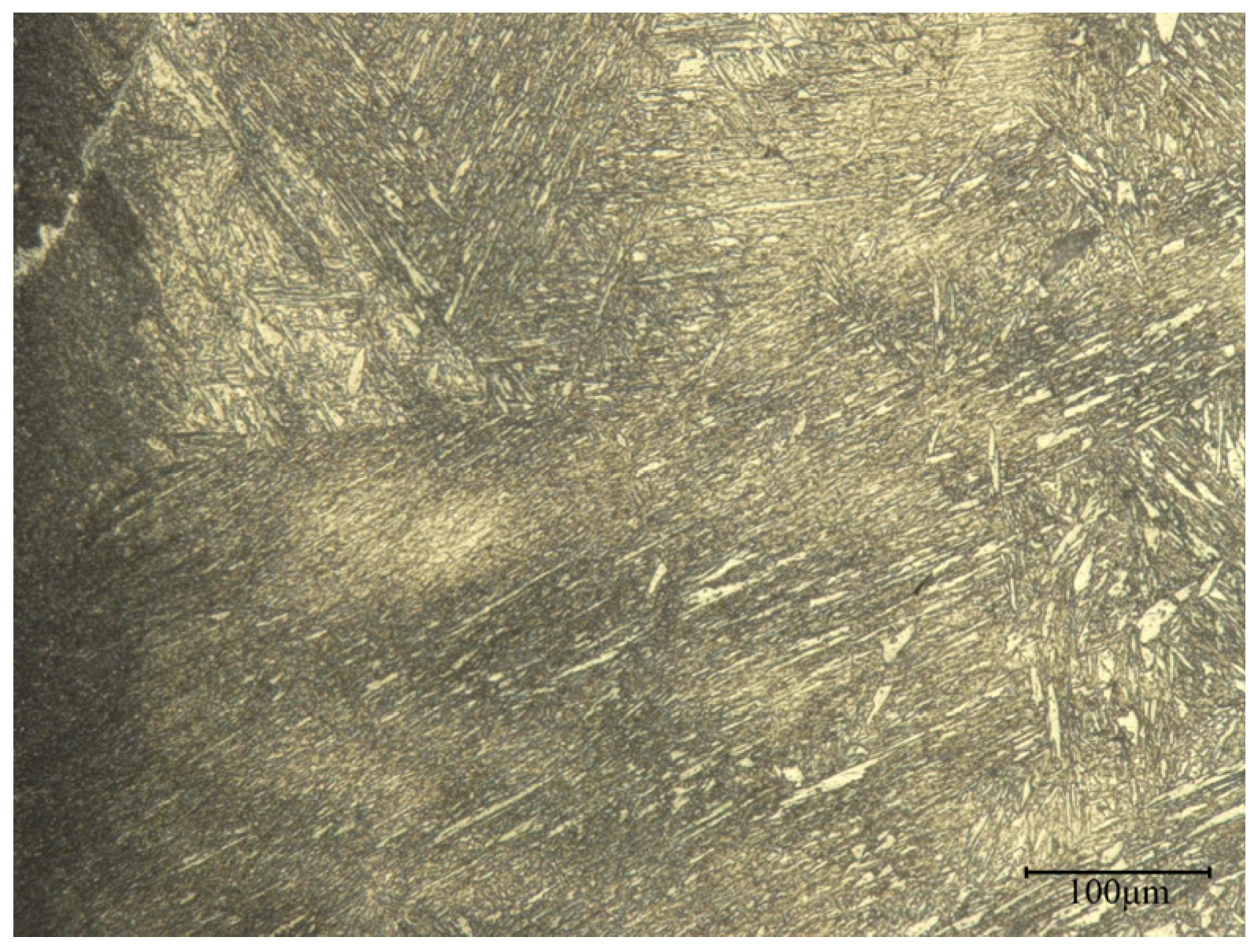
4. Experimental Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Phiri, R.; Rangappa, S.M.; Siengchin, S.; Marinkovic, D. Agro-waste natural fiber sample preparation techniques for bio-composites development: Methodological insights. Facta Univ. Ser. Mech. Eng. 2023, 21, 631–656. [Google Scholar] [CrossRef]
- Elmoghazy, Y.H.; Safaei, B.; Sahmani, S. Finite element analysis for dynamic response of viscoelastic sandwiched structures integrated with aluminum sheets. Facta Univ. Ser. Mech. Eng. 2023, 21, 591–614. [Google Scholar] [CrossRef]
- Mukherjee, A.; Dianatdar, A.; Gładysz, M.Z.; Hemmatpour, H.; Hendriksen, M.; Rudolf, P.; Włodarczyk-Biegun, M.K.; Kamperman, M.; Kottapalli, A.G.P.; Bose, R.K. Electrically Conductive and Highly Stretchable Piezoresistive Polymer Nanocomposites via Oxidative Chemical Vapor Deposition. ACS Appl. Mater. Interfaces 2023, 15, 31899–31916. [Google Scholar] [CrossRef] [PubMed]
- Murthy, B.V.; Auradi, V.; Nagaral, M.; Vatnalmath, M.; Namdev, N.; Anjinappa, C.; Patil, S.; Razak, A.; Alsabhan, A.H.; Alam, S.; et al. Al2014-Alumina Aerospace Composites: Particle Size Impacts on Microstructure, Mechanical, Fractography, and Wear Characteristics. ACS Omega 2023, 8, 13444–13455. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, O.S.; Aabid, A.; Ali, J.S.M.; Hrairi, M.; Yatim, N.M. Progresses and Challenges of Composite Laminates in Thin-Walled Structures: A Systematic Review. ACS Omega 2023, 8, 30824–30837. [Google Scholar] [CrossRef] [PubMed]
- Sharma, G.; Kumar, A.; Sharma, S.; Naushad, M. Novel development of nanoparticles to bimetallic nanoparticles and their composites: A review. J. King Saud Univ. Sci. 2019, 31, 257–269. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Ji, S. A review on high stiffness aluminum-based composites and bimetallics. Crit. Rev. Solid State Mater. Sci. 2020, 45, 1–21. [Google Scholar] [CrossRef]
- Shayanpoor, A.A.; Ashtiani, H.R.R. Microstructural and mechanical investigations of powder reinforced interface layer of hot extruded Al/Cu bimetallic composite rods. J. Manuf. Process. 2022, 77, 313–328. [Google Scholar] [CrossRef]
- Ahmadzadeh Salout, S.; Mirbagheri, S.M.H. Microstructural and mechanical characterization of Al/Cu interface in a bimetallic composite produced by compound casting. Sci. Rep. 2024, 14, 7529. [Google Scholar] [CrossRef] [PubMed]
- Hu, R.; Zhou, M.; Luo, X.; Li, J.; Zou, H.; Gao, Z. Effect of preparation temperature on interfacial reactions and mechanical properties of Nbf/TiAl composite. Intermetallics 2023, 159, 107911. [Google Scholar] [CrossRef]
- Wen, F.; Zhao, J.; Yuan, M.; Wang, J.; Zheng, D.; Zhang, J.; He, K.; Shangguan, J.; Guo, Y. Influence of Ni interlayer on interfacial microstructure and mechanical properties of Ti-6Al-4V/AZ91D bimetals fabricated by a solid–liquid compound casting process. J. Magnes. Alloys 2021, 9, 1382–1395. [Google Scholar] [CrossRef]
- Li, H.; Chen, W.; Dong, L.; Shi, Y.; Liu, J.; Fu, Y.Q. Interfacial bonding mechanism and annealing effect on Cu-Al joint produced by solid-liquid compound casting. J. Mater. Process. Technol. 2018, 252, 795–803. [Google Scholar] [CrossRef]
- Zhang, F.; Li, Q.; Glazoff, M.V.; Ott, R.T. First-principles study of interfaces in Al/SiC metal-matrix composite system. Comput. Mater. Sci. 2023, 229, 112444. [Google Scholar] [CrossRef]
- Kah, P.; Vimalraj, C.; Martikainen, J.; Suoranta, R. Factors influencing Al-Cu weld properties by intermetallic compound formation. Int. J. Mech. Mater. Eng. 2015, 10, 1–13. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, C.; Ma, L.; Li, Q.; Li, Y.; Gui, H. Analysis of Neutral Layer Offset Law in the Straightening Process of AZ31B Magnesium Alloy Based on Thermal-Mechanical Coupling Model. Rare Met. Mater. Eng. 2021, 50, 4395–4401. [Google Scholar]
- Gui, H.L.; Ma, L.F.; Wang, X.G.; Yang, X.; Huang, Q.X.; Li, Q. Analysis of the neutral layer offset of bimetal composite plate in the straightening process using boundary element subfield method. Appl. Math. Model. 2017, 50, 732–740. [Google Scholar] [CrossRef]
- Gui, H.-L.; Li, Q.; Huang, Q.-X.; Shen, G.-X. Analysis of contact problem using improved fast multipole BEM with variable element length theory. J. Mar. Sci. Technol. 2013, 21, 1–7. [Google Scholar]
- Gui, H.-L.; Li, Q.; Huang, Q.-X. Analysis of rolled piece deformation in straightening process using FM-BEM. J. Mar. Sci. Technol. 2014, 22, 550–556. [Google Scholar]
- Gui, H.L.; Xiang, J.M.; Xing, T.; Liu, J.; Chu, Z.B.; He, X.C.; Liu, C.R. Boundary element method with particle swarm optimization for solving potential problems. Adv. Eng. Softw. 2022, 172, 103191. [Google Scholar] [CrossRef]
- Fan, L.; Ren, Q.; Shi, Z.; Fan, X.; Hu, C.; Wang, Z. Simulation and Experimental Study on the Composite Casting of ZTA-p-Fe Composite Materials. Rare Met. 2022, 46, 1041–1047. [Google Scholar]
- Wang, F.L.; Hao, Q.H.; Yu, P.F.; Yang, Y.J.; Ma, M.Z.; Zhang, X.Y.; Liu, R.P. Numerical simulation and experimental verification of large-sized Zr-based bulk metallic glass ring-shaped parts in casting process. Trans. Nonferrous Met. Soc. China 2022, 32, 581–592. [Google Scholar] [CrossRef]
- Belousova, D.A.; Serdakova, V.V. Modeling the temperature shock of elastic elements using a one-dimensional model of thermal conductivity. Int. J. Model. Simul. Sci. Comput. 2020, 11, 2050060. [Google Scholar] [CrossRef]
- Shi, W.; Dong, L.; Zhang, X.; Li, J.; Xie, C.; Yan, T.; Liu, Y. Simulation and experimental study of the hole-making process of Ti-6Al-4V titanium alloy for selective laser melting. J. Manuf. Process. 2023, 106, 223–239. [Google Scholar] [CrossRef]
- Arabi-Nour, M.; Fereshteh-Saniee, F. Effects of mold rotation speed and cast thickness on the microstructure and mechanical properties of AZ80 prepared by centrifugal casting. Int. J. Met. 2022, 16, 894–908. [Google Scholar] [CrossRef]
- Zhang, Y. Numerical Simulation and Process Improvement of Precision Forming of Brake Castings Based on ProCAST. Precis. Form. Eng. 2022, 14, 97–103. [Google Scholar]
- Al-Saadi, M.; Sandberg, F.; Kasarav, A.; Jonsson, S.; Jönsson, P. Microstructure characterisation in alloy 825. Procedia Manuf. 2018, 15, 1626–1634. [Google Scholar] [CrossRef]
- Sayyar, N.; Shamanian, M.; Niroumand, B.; Kangazian, J.; Szpunar, J.A. EBSD observations of microstructural features and mechanical assessment of INCOLOY 825 alloy/AISI 321 stainless steel dissimilar welds. Manuf. Process. 2020, 60, 86–95. [Google Scholar] [CrossRef]
- Zhao, J.; Zhao, W.; Qu, S.; Zhang, Y. Microstructures and mechanical properties of AZ91D/0Cr19Ni9 bimetal composite prepared by liquid-solid compound casting. Trans. Nonferrous Met. Soc. China 2019, 29, 51–58. [Google Scholar] [CrossRef]
- Mortezaie, A.; Shamanian, M. An assessment of microstructure, mechanical properties and corrosion resistance of dissimilar welds between Inconel 718 and 310S austenitic stainless steel. Int. J. Press. Vessel. Pip. 2014, 16, 37–46. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature of P110 Steel (℃) | Maximum Temperature of the Interface at Different Internal Mold Temperatures (℃) | ||
|---|---|---|---|
| 1430 | 1440 | 1450 | |
| 1100 | 1242.41 | 1244.76 | 1245.51 |
| 1150 | 1272.67 | 1275.09 | 1276.45 |
| 1200 | 1291.15 | 1292.73 | 1293.85 |
| 1250 | 1308.4 | 1310.24 | 1311.61 |
| 1300 | 1332.46 | 1334.78 | 1336.5 |
| Material | Fe | Cr | Mo | Ni | C |
|---|---|---|---|---|---|
| 825 | 41.4 | 18.9 | 2.5 | 33.4 | 1.3 |
| P110 | 96.4 | 1.0 | 0.7 | 0 | 1.1 |
| Element | Fe | Cr | Mo | Ni | C |
|---|---|---|---|---|---|
| content | 78.7 | 1.0 | 1.2 | 17.1 | 0.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gui, H.; Hu, X.; Liu, H.; Zhang, C.; Li, Q.; Hu, J.; Chen, J.; Gou, Y.; Shuang, Y.; Zhang, P. Research on the Solid–Liquid Composite Casting Process of Incoloy825/P110 Steel Composite Pipe. Materials 2024, 17, 1976. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091976
Gui H, Hu X, Liu H, Zhang C, Li Q, Hu J, Chen J, Gou Y, Shuang Y, Zhang P. Research on the Solid–Liquid Composite Casting Process of Incoloy825/P110 Steel Composite Pipe. Materials. 2024; 17(9):1976. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091976
Chicago/Turabian StyleGui, Hailian, Xiaotong Hu, Hao Liu, Chen Zhang, Qiang Li, Jianhua Hu, Jianxun Chen, Yujun Gou, Yuanhua Shuang, and Pengyue Zhang. 2024. "Research on the Solid–Liquid Composite Casting Process of Incoloy825/P110 Steel Composite Pipe" Materials 17, no. 9: 1976. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17091976