
Thermodynamic Assessment of Molten Bix-Sn1−x (x = 0.1 to 0.9) Alloys and Microstructural Characterization of Some Bi-Sn Solder Alloys
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Elaboration of the Bi-Sn Solder Alloys
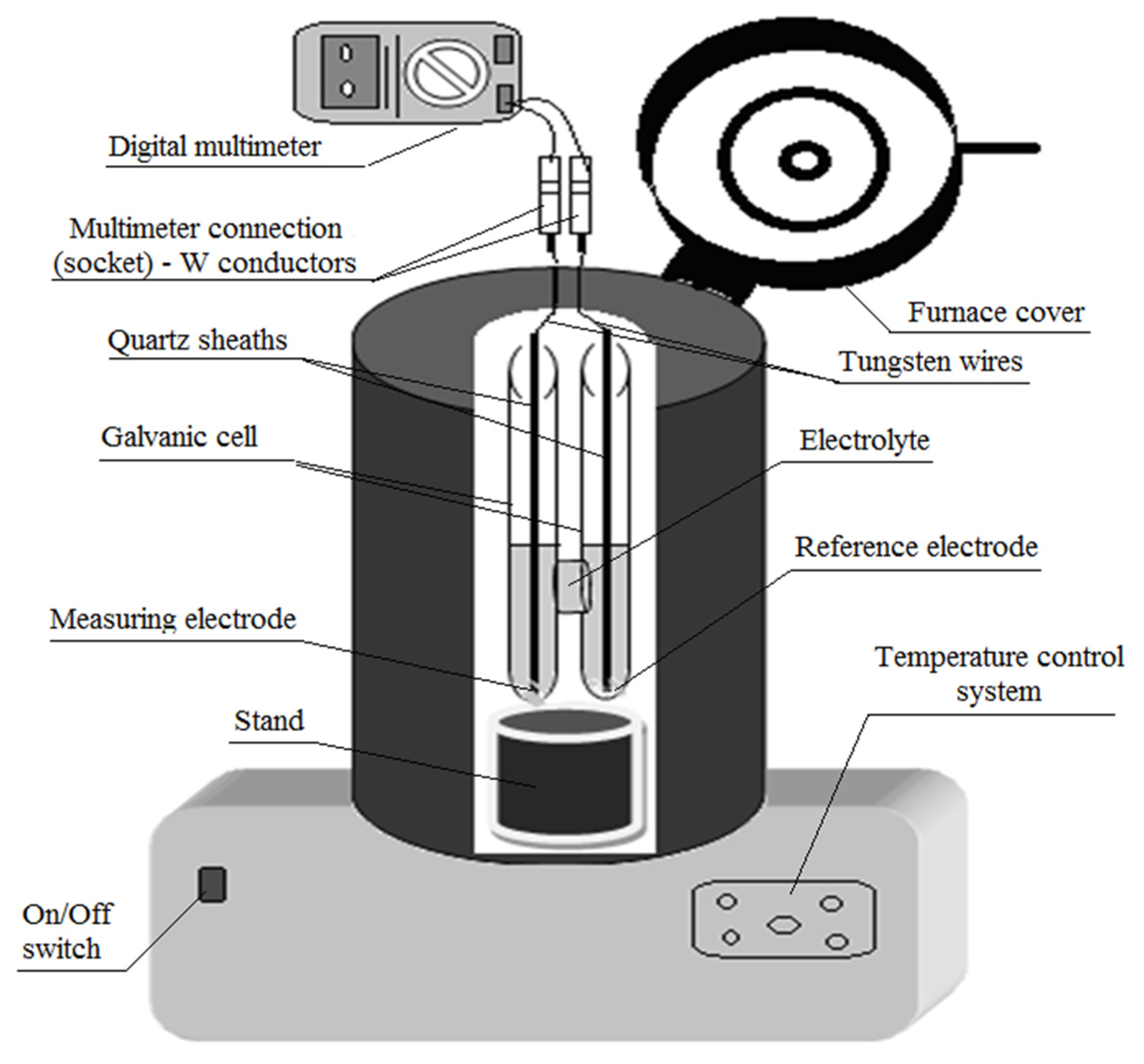
2.2. Determination of Thermodynamic Functions of the Bi-Sn System
2.3. Sample Characterization
3. Results and Discussion
3.1. Thermodynamical Assessment
- -
- The values of the partial molar enthalpies of the mixture () of Bi and Sn at 600 K and 903 K, calculated based on Equation (1), are presented in Table 1.
- -
- The calculation of the values of partial molar entropies for the mixture was performed based on the following relationship (2):
- -
- The integral molar free energies () and the integral molar excess energies () at 600K and 903K have been calculated using Equations (3) and (4), and they are presented in Table 3.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature 600 K | Temperature 903 K | |||
|---|---|---|---|---|
| XBi | [J/mol] | [J/mol] | [J/mol] | [J/mol] |
| 0.0 | 0 | 0 | 0 | 0 |
| 0.1 | −6425 | −35,620 | −602 | −9820 |
| 0.2 | −5802 | −32,060 | −1177 | −11,850 |
| 0.3 | −5292 | −28,590 | −1739 | −14,450 |
| 0.4 | −4906 | −21,990 | −2249 | −17,400 |
| 0.5 | −4679 | −18,920 | −2853 | −20,550 |
| 0.6 | −4672 | −16,060 | −3593 | −23,830 |
| 0.7 | −4946 | −13,490 | −4697 | −27,180 |
| 0.8 | −5674 | −11,370 | −6548 | −30,570 |
| 0.9 | −7157 | −10,000 | −10,530 | −33,970 |
| 1.0 | 0 | 0 | 0 | 0 |
- -
- The integral molar enthalpies () and integral molar excess enthalpies () at temperatures of 600 K and 903 K were calculated using Equations (5) and (6) and are presented in Table 4.
| Temperature 600 K | Temperature 903 K | |||
|---|---|---|---|---|
| XBi | [J/mol] | [J/mol] | [J/mol] | [J/mol] |
| 0.0 | 0 | 0 | 0 | 0 |
| 0.1 | −19,960 | −18,140 | −13,050 | −17,130 |
| 0.2 | −11,360 | −14,020 | −8486 | −11,370 |
| 0.3 | −8794 | −11,410 | −5593 | −8019 |
| 0.4 | −6838 | −9188 | −3628 | −5280 |
| 0.5 | −5248 | −7031 | −2278 | −2672 |
| 0.6 | −3908 | −4865 | −1342 | −95 |
| 0.7 | −2769 | −2791 | −698 | 2391 |
| 0.8 | −1756 | −870 | −295 | 4616 |
| 0.9 | −817 | 736 | −68 | 6381 |
| 1.0 | 0 | 0 | 0 | 0 |
- -
- The integral molar entropies () and the integral molar excess entropies () of the alloy Bi–Sn at temperatures of 600 K and 903 K, they were calculated using Equations (7) and (8) and are presented in Table 5.
| Temperature 600 K | Temperature 903 K | |||
|---|---|---|---|---|
| XBi | [J/mol] | [J/mol] | [J/mol] | [J/mol] |
| 0.0 | 0 | 0 | 0 | 0 |
| 0.1 | −1.189 | 1.514 | −1.175 | 1.484 |
| 0.2 | 0.922 | 5.082 | 0.823 | 4.784 |
| 0.3 | 3.850 | 8.929 | 2.954 | 7.726 |
| 0.4 | 6.186 | 11.781 | 5.881 | 10.690 |
| 0.5 | 7.469 | 13.232 | 6.841 | 12.467 |
| 0.6 | 7.632 | 13.228 | 6.326 | 12.563 |
| 0.7 | 6.726 | 11.805 | 5.765 | 10.679 |
| 0.8 | 4.890 | 9.051 | 3.909 | 8.611 |
| 0.9 | 2.606 | 5.309 | 1.806 | 4.629 |
| 1.0 | 0 | 0 | 0 | 0 |
3.2. Characterization of Bi-Sn Solder Alloys
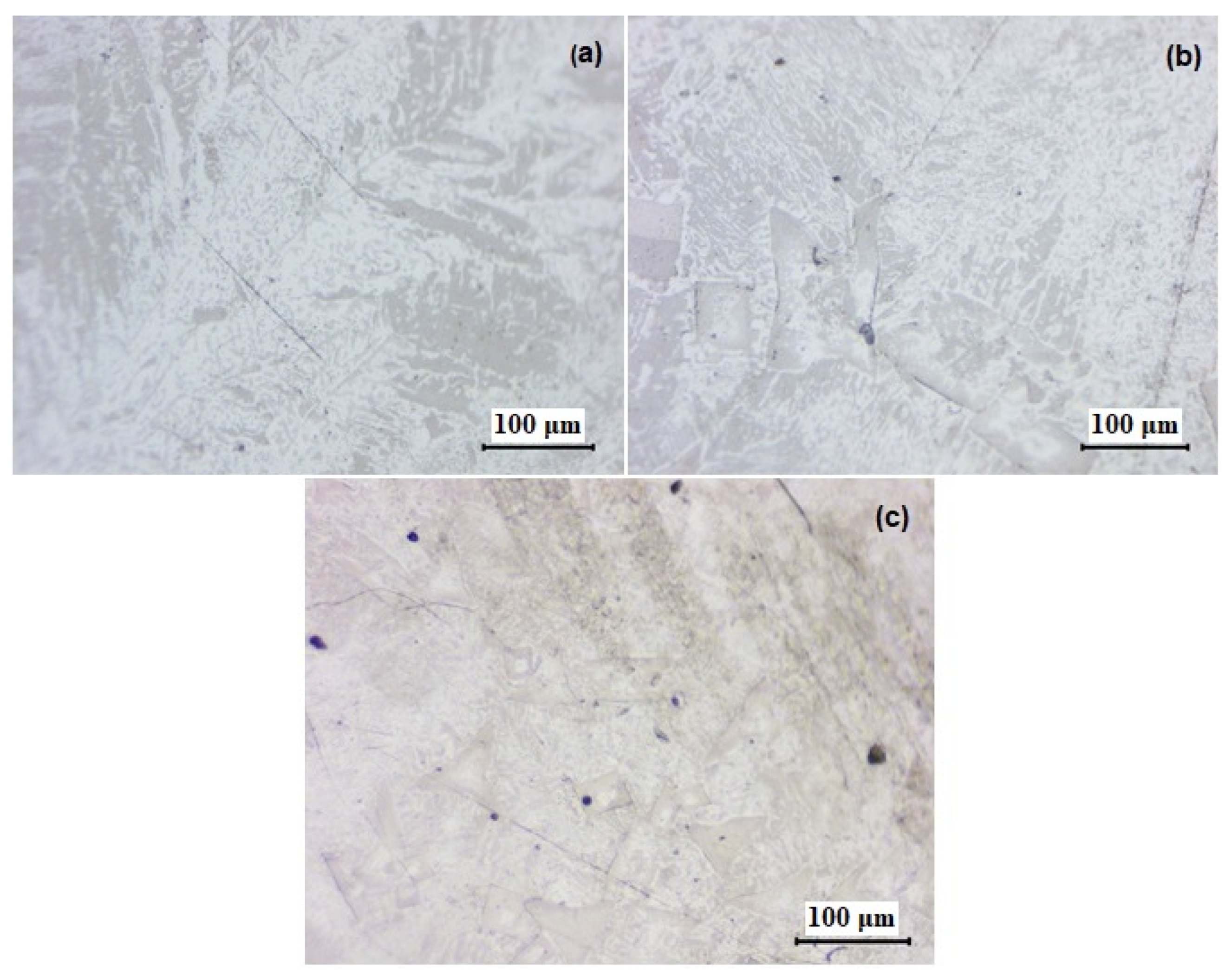
3.2.1. Optical Microscopy
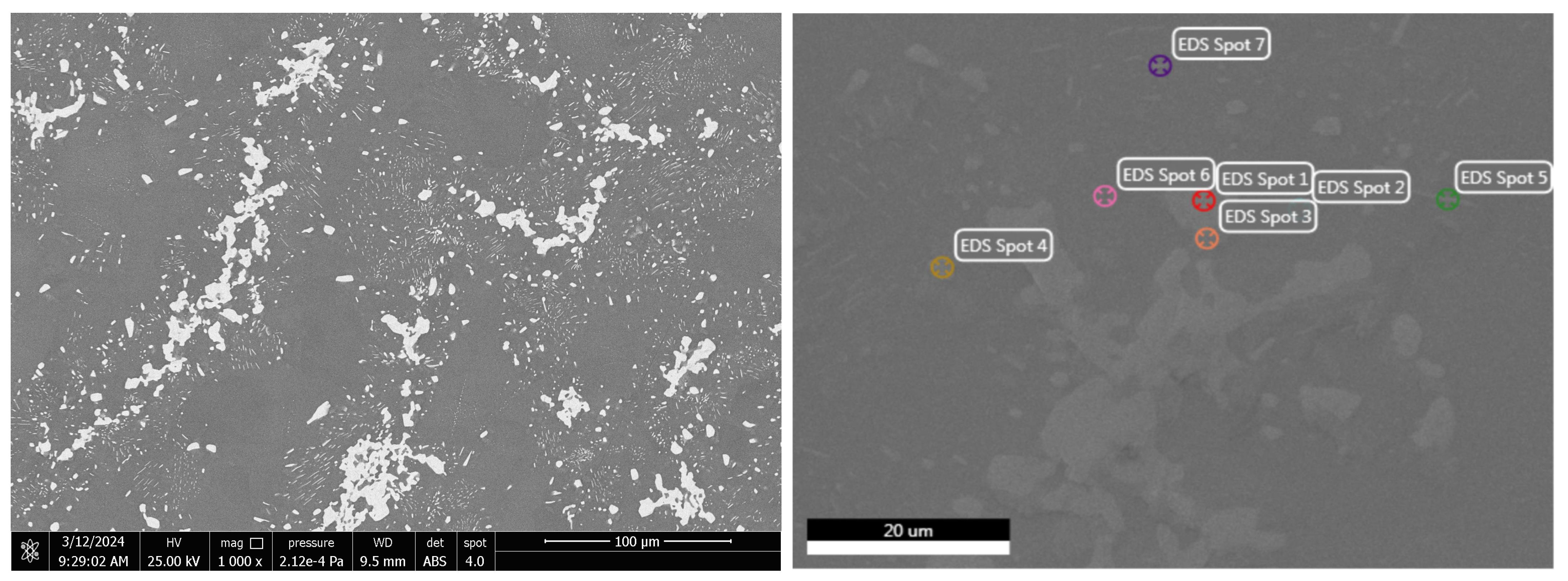
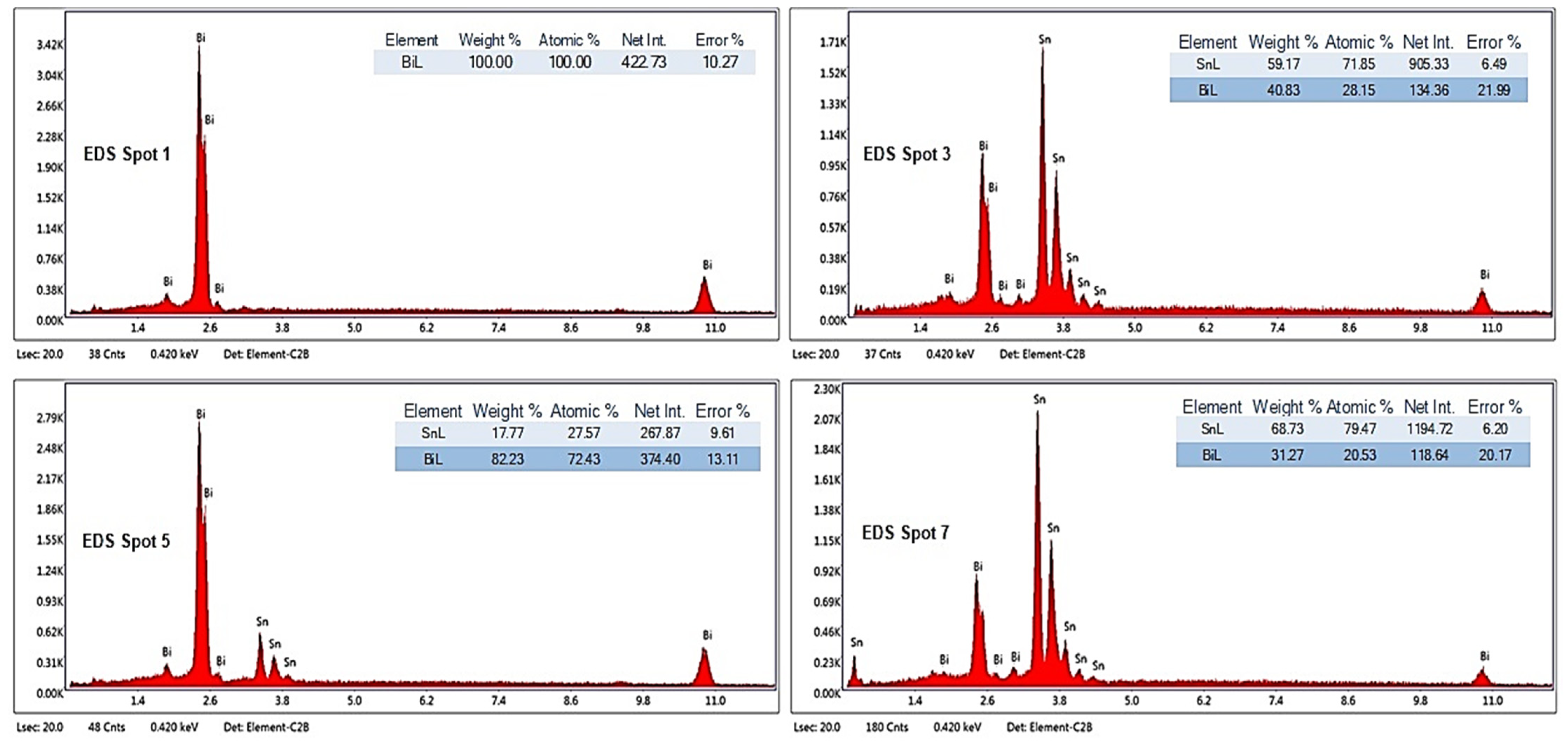
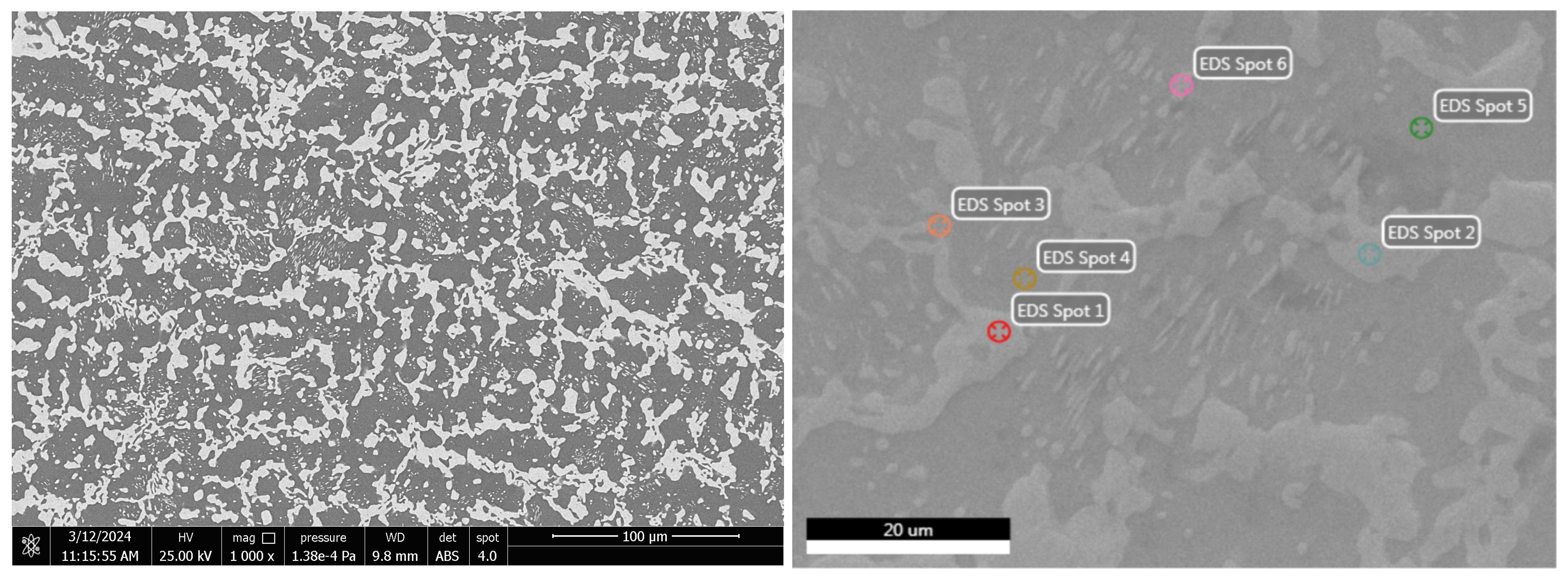
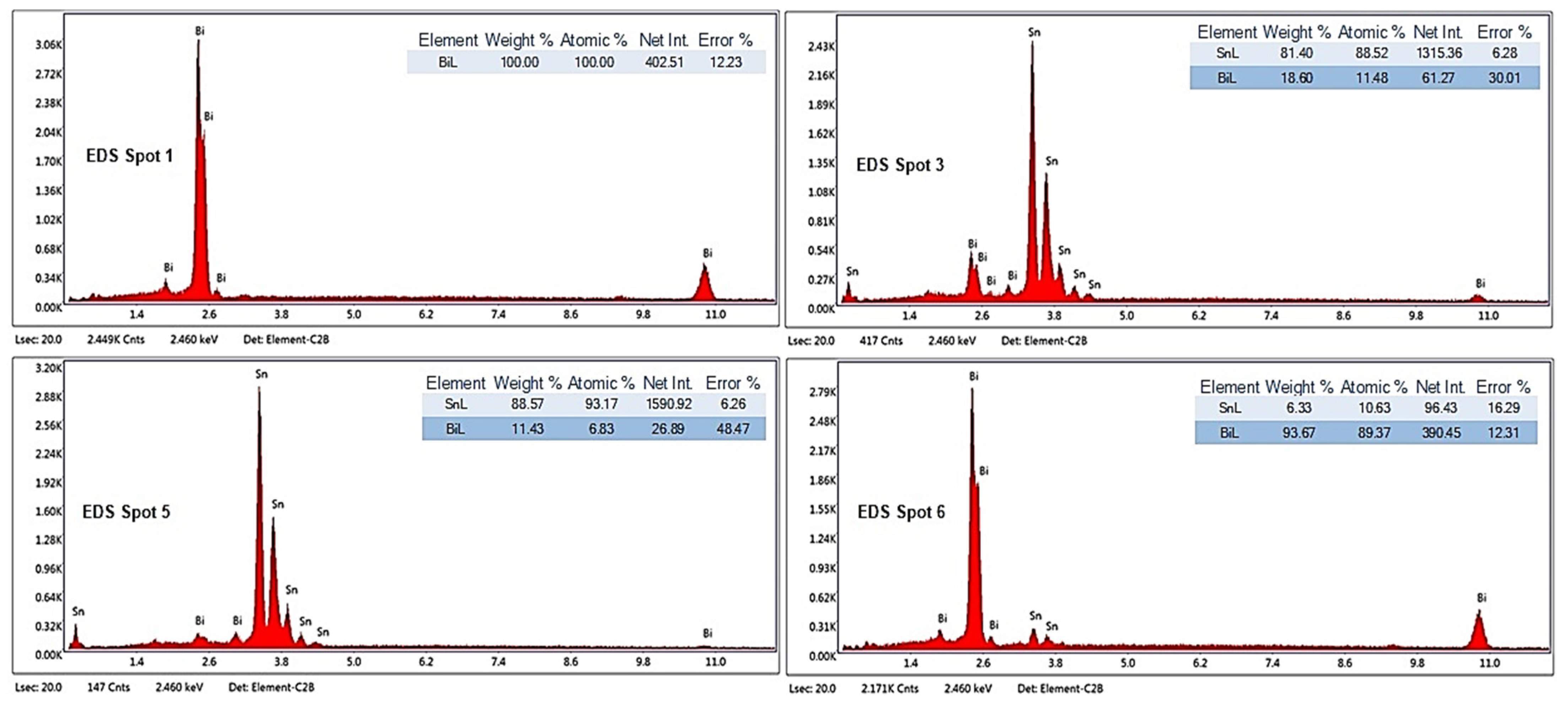
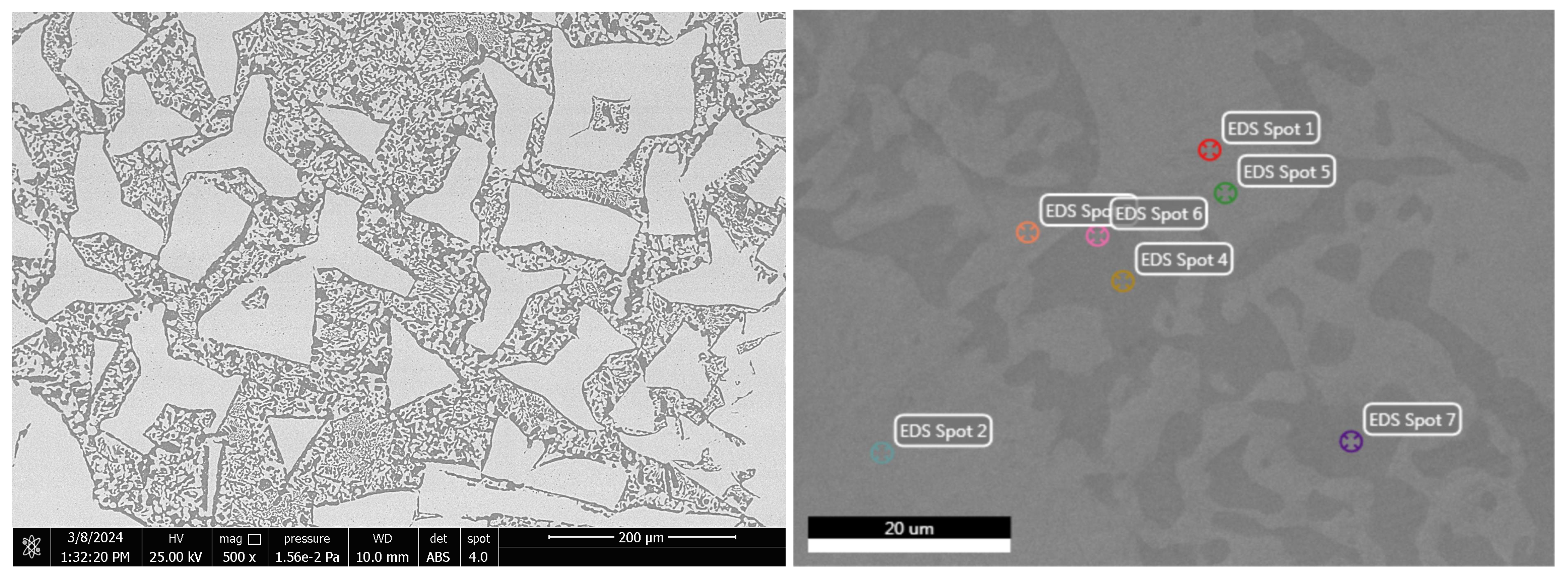
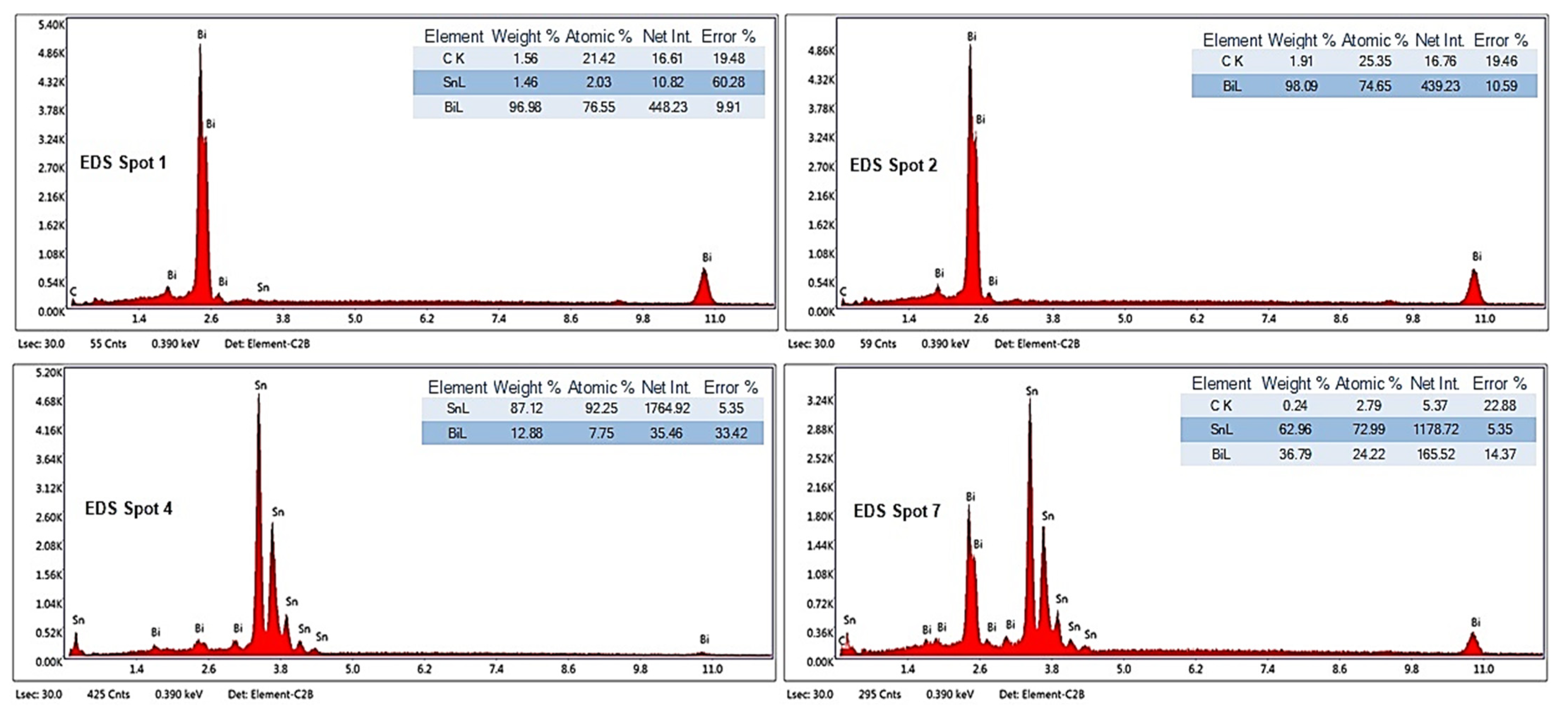
3.2.2. SEM-EDS Investigations
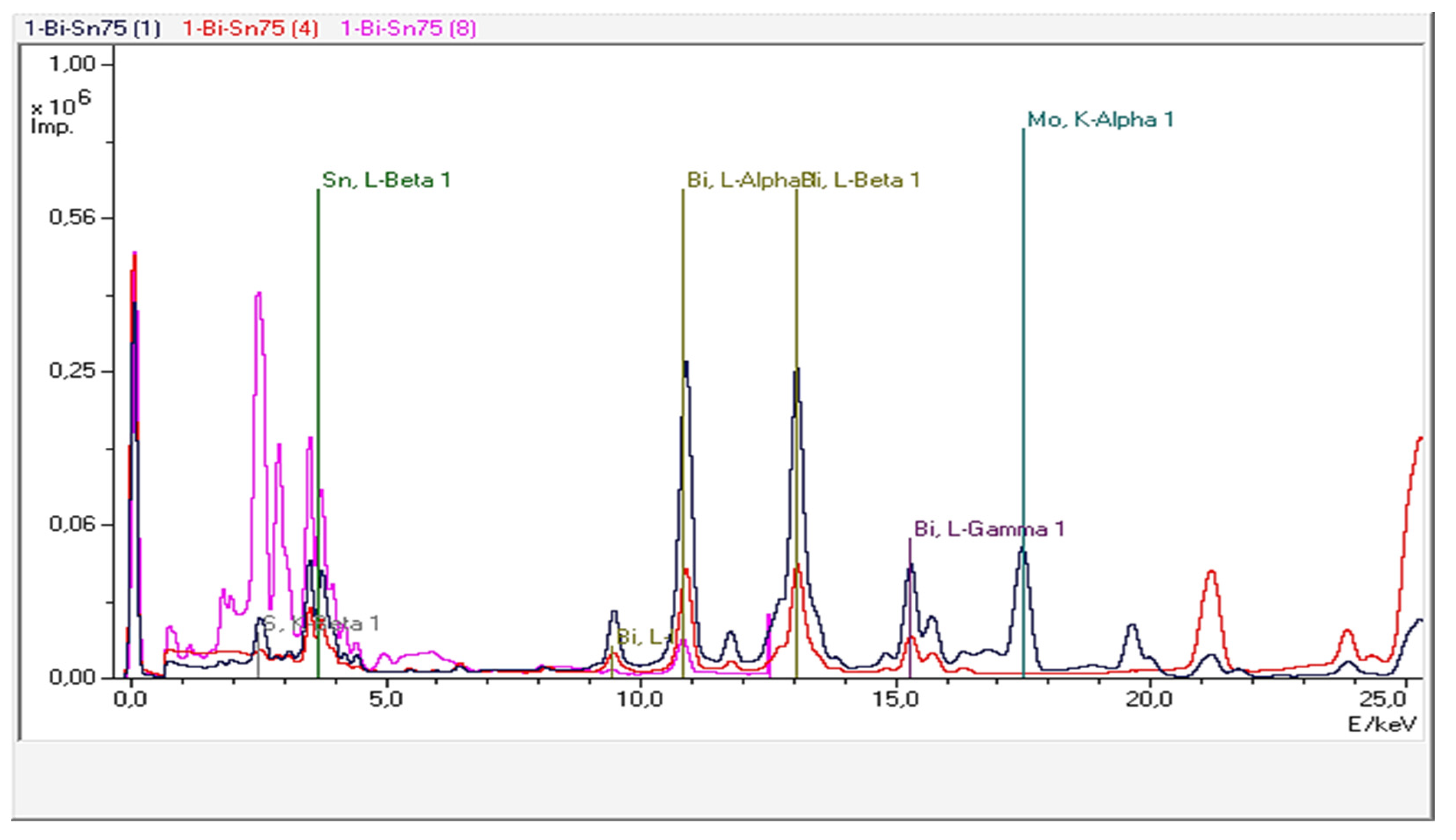
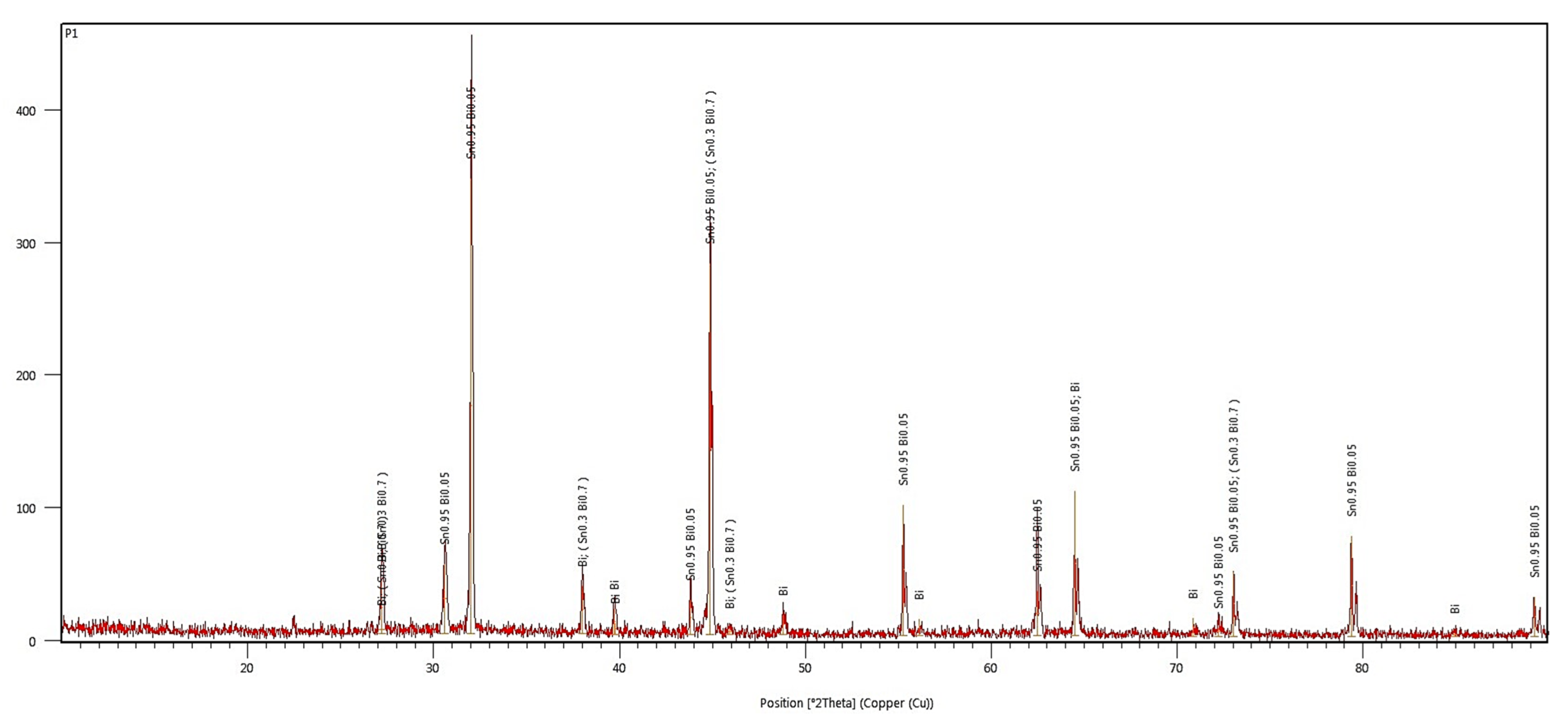
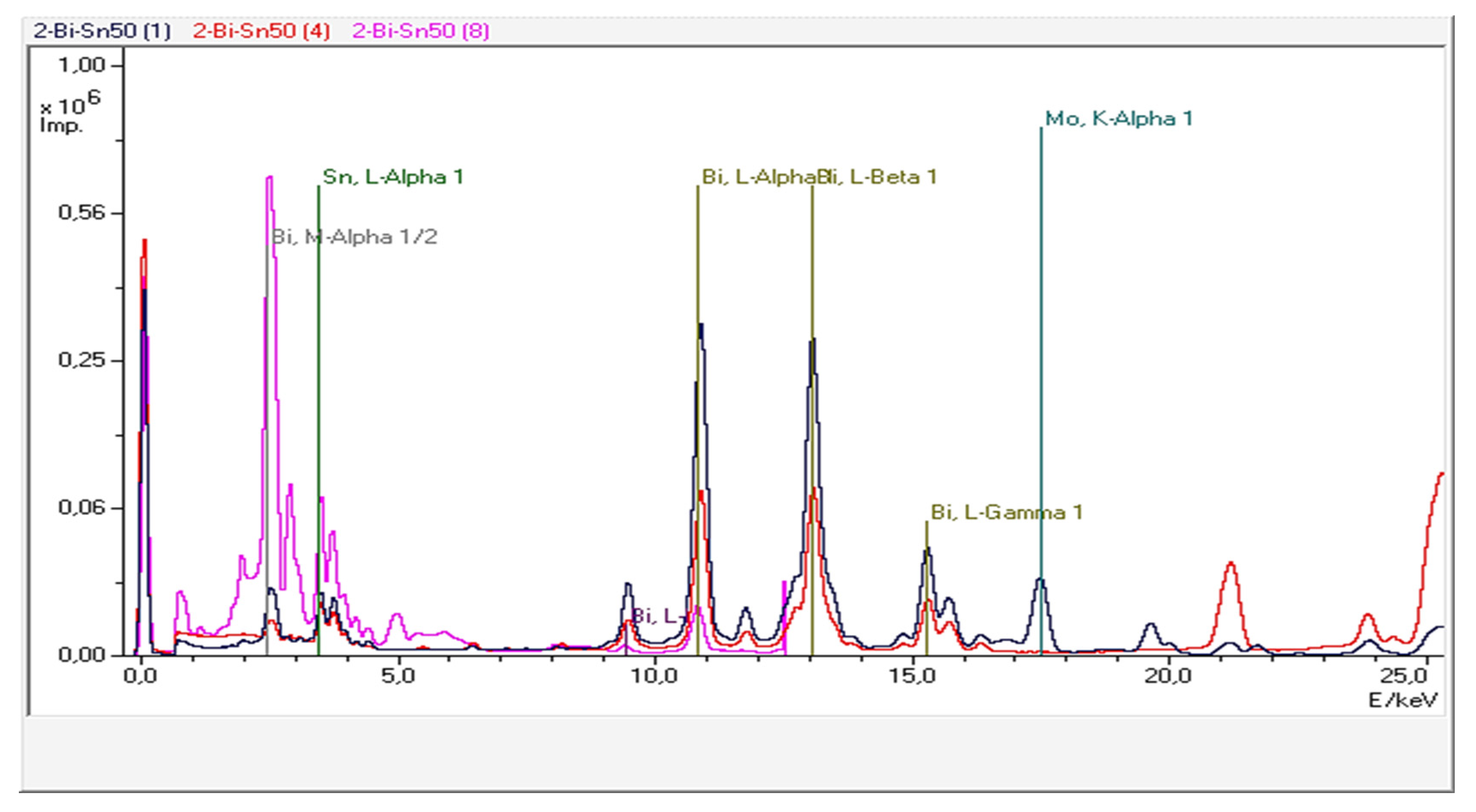
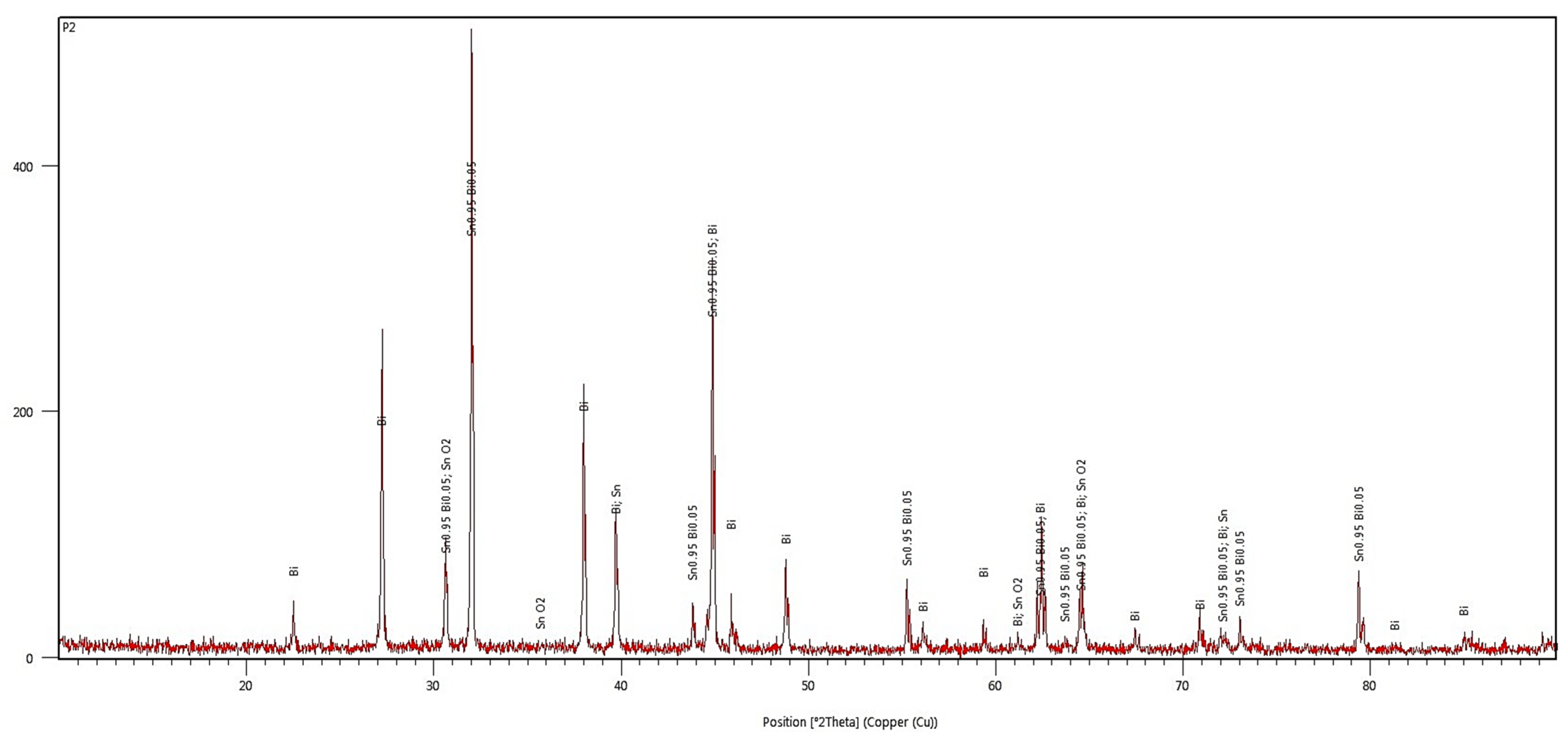
3.2.3. Structural Analysis through XRD and ED-XRFS
4. Conclusions
- -
- Microstructural variations were observed depending on the bismuth content, with structures exhibiting Sn-based matrices, Bi-based matrices, and equilibrated structures with numerous intermetallic constituents. Bismuth has an obvious effect on the formation of the alloy structure. The absence of conglomerates or clusters causing heterogeneity in chemical composition was noted. Metallic phases were uniformly distributed, and the formation of polyhedral, tetragonal, or orthorhombic compounds was observed.
- -
- The SEM-EDS characterization revealed significant changes in the structure of the elaborated alloys. It starts with a hypoeutectic structure (Bi25Sn75), and as the bismuth content is increased, a hypereutectic structure (Bi75Sn25) is reached. The formation of fine needle-shaped beta phases embedded in the alpha phase dendritic matrix is highlighted for the Bi75Sn25 alloy.
- -
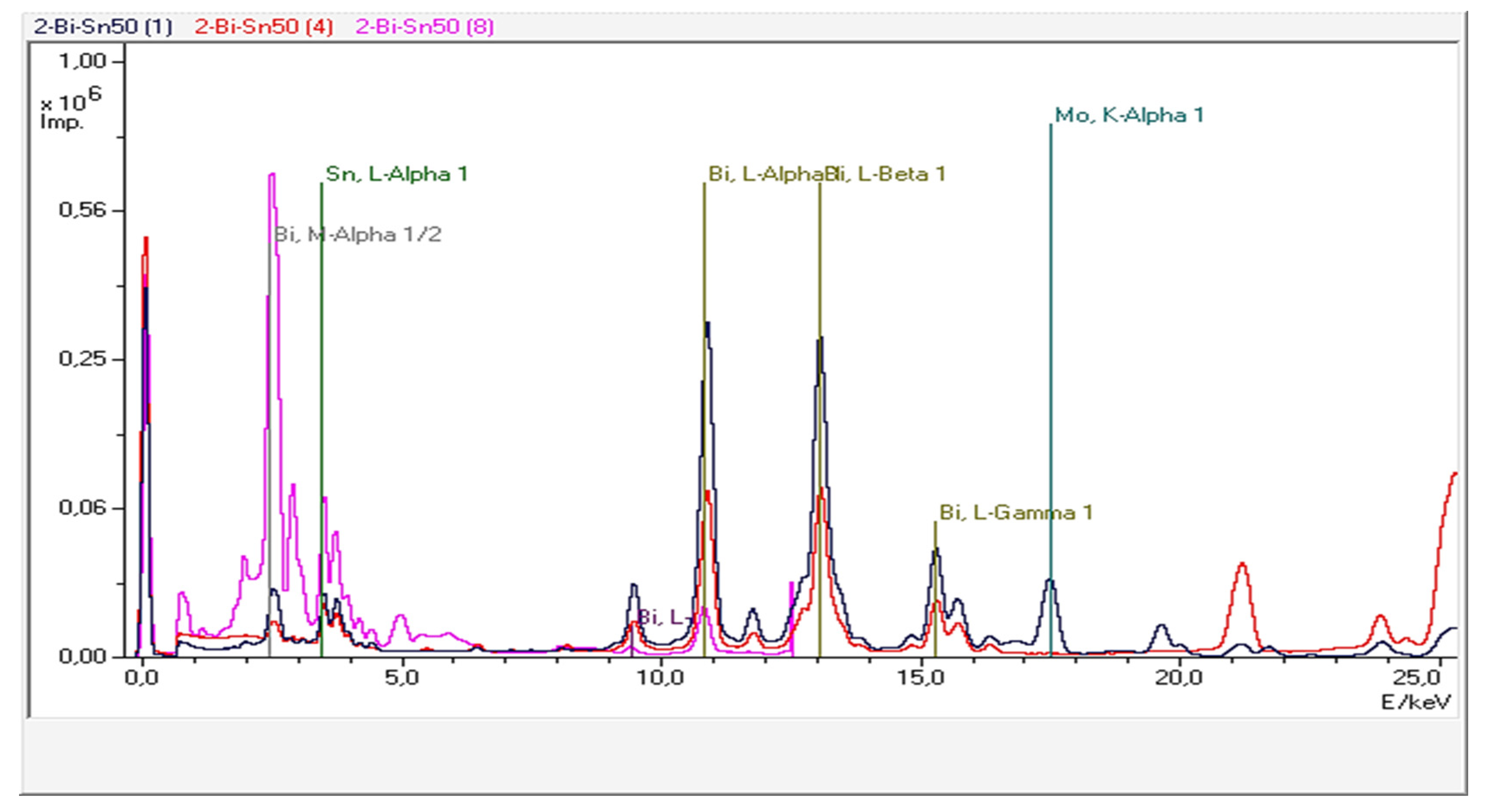
- The EDP-XRFS analyses revealed that the concentrations of the main elements, Bi and Sn, can be observed with values that are very close to those calculated, as well as the presence of negligible amounts of other elements. Sample one exhibited dominant fluorescence lines of bismuth and tin, with semi-quantitative phase analysis indicating the presence of two Sn-rich phases and segregated bismuth. Sample two showed more intense fluorescence lines in the low-energy region due to increased bismuth content, with diffractometric investigations confirming the intended alloy state. Sample three closely matched the projected standard composition, with identified residual elements attributed to impurities or artifacts.
- -
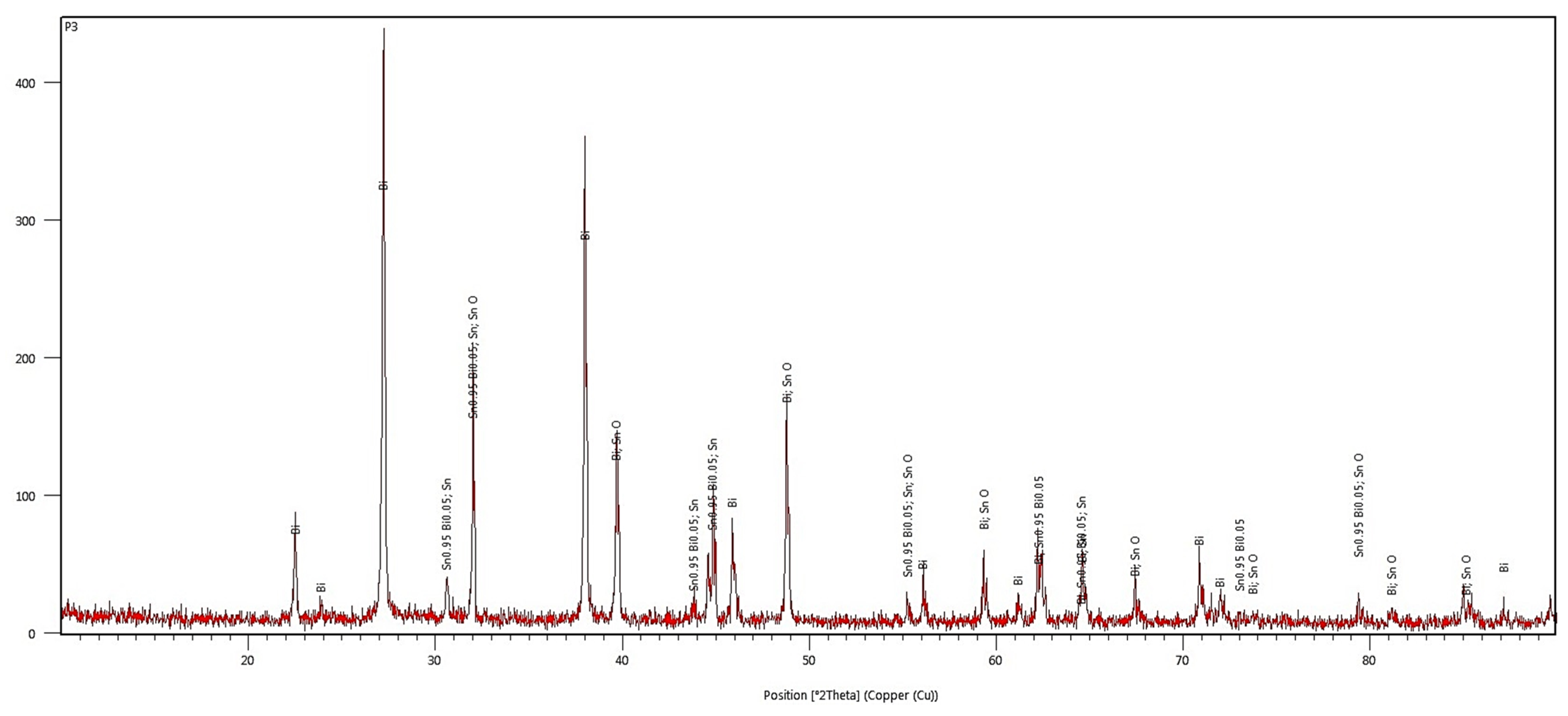
- Diffractometric analysis revealed the prevalence of metallic bismuth and the formation of the Sn0.3Bi0.7 and Sn0.95Bi0.05 compounds, along with traces of metallic tin, thus demonstrating strong interactions between Bi and Sn leading to the formation of different solid solutions. The presence of SnO is undoubted, as its diffraction lines overlap with the lines of other indexed phases (Figure 14). Also, the lines of SnO2 overlap except for a line of very small intensity (Figure 13).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- European Commission. Restriction of Hazardous Substances in Electrical and Electronic Equipment (RoHS), Energy, Climate Change, Environment. Available online: https://environment.ec.europa.eu/topics/waste-and-recycling/rohs-directive_en (accessed on 5 January 2024).
- European Commission. Waste from Electrical and Electronic Equipment (WEEE), Energy, Climate Change, Environment. Available online: https://environment.ec.europa.eu/topics/waste-and-recycling/waste-electrical-and-electronic-equipment-weee_en (accessed on 5 January 2024).
- Sujong, K.; Wonsik, H.; Hyunbin, N.; Namhyun, K. Growth Behavior of Intermetallic Compounds in Various Solder Joints Induced by Electromigration. J. Weld. Join. 2021, 39, 89–102. [Google Scholar]
- Ko, Y.K.; Ko, Y.H.; Lee, C.W. Micro-bump Joining Technology for 3-Dimensional Chip Stacking. J. Korean Soc. Precis. Eng. 2014, 31, 865–871. [Google Scholar] [CrossRef]
- Arkhipov, P.A.; Grishenkova, O.V.; Kholkina, A.S. Thermodynamic characteristics of liquid metallic alloys containing lead. antimony and bismuth. J. Mol. Liq. 2021, 335, 116071. [Google Scholar] [CrossRef]
- Park, J.M.; Kim, S.H.; Jeong, M.H.; Hand, M.; Park, Y.B. Effect of Cu-Sn intermetallic compound reactions on the Kirkendall void growth characteristics in Cu/Sn/Cu microbumps. Jpn. J. Appl. Phys. 2014, 53, 05HA06. [Google Scholar] [CrossRef]
- Niculescu, E.; Iacob, G.; Niculescu, F.; Pencea, I.; Buzatu, M.; Petrescu, M.I.; Marcu, D.M.; Turcu, R.N.; Geanta, V.; Butu, M. Experimental Determination of the Activities of Liquid Bi-Sn Alloys. J. Phase Equilib. Diff. 2021, 42, 278–289. [Google Scholar] [CrossRef]
- Ren, G.; Wilding, I.J.; Collins, M.N. Alloying Influences on Low Melt Temperature SnZn and SnBi Solder Alloys for Electronic Interconnections. J. Alloys Compd. 2016, 665, 251–260. [Google Scholar] [CrossRef]
- Miao, H.W.; Duh, J.G. Microstructure evolution in Sn–Bi and Sn–Bi–Cu solder joints under thermal aging. Mater. Chem. Phys. 2001, 71, 255–271. [Google Scholar] [CrossRef]
- Suksongkarm, P.; Rojananan, S.; Rojananan, S. Bismuth Formation in Lead-Free Cu–Zn–Si Yellow Brass with Various Bismuth–Tin Alloy Additions. Mater. Trans. 2017, 58, 1754–1760. [Google Scholar] [CrossRef]
- Gao, Y.; Bian, X.; Qiu, X.; Jia, Y.; Yi, J.; Wang, G. Investigation of Microstructure and Mechanical Properties of SAC105 Solders with Sb, In, Ni, and Bi Additions. Materials 2023, 16, 4059. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Huang, C.M.; Pecht, M. A review of lead-free solders for electronics applications. Microelectron. Reliab. 2017, 75, 77–95. [Google Scholar] [CrossRef]
- Huang, M.; Zhao, N.; Liu, S.; He, Y. Drop failure modes of Sn–3.0Ag–0.5Cu solder joints in wafer level chip scale package. Trans. Nonferrous Met. Soc. China 2016, 26, 1663–1669. [Google Scholar] [CrossRef]
- Chong, D.Y.R.; Che, F.X.; Pang, J.H.L.; Ng, K.; Tan, J.Y.N.; Low, P.T.H. Drop impact reliability testing for lead-free and lead-based soldered IC packages. Microelectron. Reliab. 2006, 46, 1160–1171. [Google Scholar] [CrossRef]
- Suraski, D.; Seelig, K. The current status of lead-free solder alloys. IEEE Trans. Adv. Packag. 2001, 24, 244–248. [Google Scholar] [CrossRef]
- Ng, W.; Weng, C. Evolution of Pb-Free Solders. In Recent Progress in Soldering Material; Mohamad, A.A., Ed.; IntechOpen Limited: London, UK, 2017. [Google Scholar]
- Braga, M.H.; Vizdal, J.; Kroupa, A.; Ferreira, J.A. The experimental study of the Bi–Sn, Bi–Zn and Bi–Sn–Zn systems. Calphad 2007, 31, 468–478. [Google Scholar] [CrossRef]
- Manasijević, D.; Vřešťál, J.; Minić, D.; Kroupa, A.; Źivković, D.; Źivković, Ź. Phase Equilibria and Thermodynamics of the Bi-Sb-Sn Ternary System. J. Alloys Compd. 2007, 438, 150–157. [Google Scholar] [CrossRef]
- Vizdal, J.; Braga, M.H.; Kroupa, A.; Richter, K.W.; Soares, D.; Malheiros, L.F.; Ferreira, J. Thermodynamic Assessment of the Bi-Sn-Zn System. Calphad 2007, 31, 438–448. [Google Scholar] [CrossRef]
- El-Ashram, T. Formation of Supersaturated Solid Solutions Bi-Ag and Bi-Zn by Rapid Solidification Using Melt Spinning Technique. Mater. Sci. Appl. 2015, 6, 183–188. [Google Scholar] [CrossRef]
- Gaskell, D.R. Introduction to the Thermodynamics of Materials; CRC Press: Boca Raton, CA, USA, 2008. [Google Scholar]
- Niculescu, E.L.; Buzatu, M.; Petrescu, M.I.; Butu, M.; Iacob, G.; Niculescu, F.; Florea, B.; Marcu, D.F.; Stancel, C.D.; Stanescu, M.M. Thermodynamic calculation of the binary systems Bi-Sn by implementing a JAVA interface. UPB Sci. Bull. B Chem. Mater. Sci. 2021, 83, 219–228. [Google Scholar]
- Asryan, N.; Mikula, A. Thermodynamic properties of Bi–Sn melts. Inorg. Mater. 2004, 40, 457–461. [Google Scholar] [CrossRef]
- Yang, C.; Chen, F.; Gierlotka, W.; Chen, S.W.; Hsieh, K.C.; Huang, L.L. Thermodynamic properties and phase equilibria of Sn–Bi–Zn ternary alloys. Mater. Chem. Phys. 2008, 112, 94–103. [Google Scholar] [CrossRef]
- Kirshon, Y.; Ben Shalom, S.; Emuna, M.; Greenberg, Y.; Lee, J.; Makov, G.; Yahel, E. Thermophysical Measurements in Liquid Alloys and Phase Diagram Studies. Materials 2019, 12, 3999. [Google Scholar] [CrossRef]
- Stlen, S.; Grande, T. Chemical Thermodynamics of Materials: Macroscopic and Microscopic Aspects; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Lukas, H.L.; Fries, S.G.; Sundman, B. Computational Thermodynamics; Cambridge University Press: Cambridge, UK, 2007. [Google Scholar]
- Niculescu, F.; Constantin, I.; Buzatu, M.; Marcu, D.F.; Csaki, I. The thermodynamic proprieties of the Pb-Sb system. UPB Sci. Bull. B Chem. Mater. Sci. 2016, 78, 167–174. [Google Scholar]
- Wojciech, G.; Cho-yu, L.; Prasert, C.; Arifur, R.; Ting-Nan, K. Thermodynamic Re-optimization of the Binary Pb-Sb System. J. Phase Equilib. Diff. 2013, 34, 421–424. [Google Scholar]
- Elliott, J.F.; Chipman, J. The Thermodynamic Properties of Liquid Ternary Cadmium Solutions. J. Am. Chem. Soc. 1951, 73, 2682–2693. [Google Scholar] [CrossRef]
- Magnus, A.; Mannheimer, M. The Measurements of the Enthalpy of Mixing of Liquid Metals. Z. Physik. Chem. 1926, 121, 267–278. [Google Scholar] [CrossRef]
- Asryan, N.; Mikula, A. Thermodynamic Properties of Liquid Bi-Sn Alloys. Int. J. Mater. Res. 2004, 95, 132–135. [Google Scholar] [CrossRef]
- Kumar, M.R.; Mohan, S.; Behera, C.K. Thermodynamic Accessment Experimentally on Bi-Sn System by Calorimeter. Mater. Today Proc. 2018, 5, 27777–27785. [Google Scholar] [CrossRef]
- Yazawa, A.; Koike, K. Activity Measurement in Sn-Pb, Sn-Bi, Sn-Tl and Sn-Pb-Bi Alloys at 110 °C. J. Min. Met. Inst. Japan 1968, 184, 1593–1596. [Google Scholar]
- Wang, F.; Huang, Y.; Zhang, Z.; Yan, C. Interfacial Reaction and Mechanical Properties of Sn-Bi Solder joints. Materials 2017, 10, 920. [Google Scholar] [CrossRef]
- Hultgren, R. Selected Values of the Thermodynamic Properties of the Elements; ASM: Metals Park, OH, USA, 1973. [Google Scholar]
- Hultgren, R. Selected Values of the Thermodynamic Properties of Binary Alloys; ASM: Metals Park, OH, USA, 1973. [Google Scholar]
- Ryo, M.; Hirotsugu, I.; Aichi, Y.; Hiroshi, H.; Gen, N.; Masashi, T.; Hiroyuki, T.; Yoshihiko, T. Superconducting joints using Bi-added PbSn solders. Appl. Phys. Express 2017, 10, 93–102. [Google Scholar]














| Temperature 600 K | Temperature 903 K | |||
|---|---|---|---|---|
| XBi | [J/mol] | [J/mol] | [J/mol] | [J/mol] |
| 0.0 | −6.093 × 103 | −5.812 × 103 | −9.166 × 103 | −4.054 × 103 |
| 0.1 | −3.389 × 103 | −2.593 × 103 | −5.100 × 103 | 0.302 × 103 |
| 0.2 | −1.188 × 103 | −1.188 × 103 | −1.788 × 103 | 3.674 × 103 |
| 0.3 | 0.498 × 103 | 0.117 × 103 | 0.751 × 103 | 6.533 × 103 |
| 0.4 | 1.978 × 103 | 2.270 × 103 | 2.977 × 103 | 9.077 × 103 |
| 0.5 | 3.469 × 103 | 4.365 × 103 | 5.217 × 103 | 1.131 × 103 |
| 0.6 | 5.265 × 103 | 6.244 × 103 | 7.911 × 103 | 1.341 × 103 |
| 0.7 | 8.023 × 103 | 8.045 × 103 | 1.207 × 104 | 1.528 × 103 |
| 0.8 | 1.398 × 104 | 9.724 × 103 | 2.104 × 104 | 1.682 × 103 |
| 0.9 | 1.634 × 104 | 1.118 × 104 | 2.459 × 104 | 1.871 × 104 |
| 1.0 | 0 | 0 | 0 | 0 |
| Temperature 903 K | ||
|---|---|---|
| XBi | [J/mol] | [J/mol] |
| 0.0 | 27.227 | 20.721 |
| 0.1 | 23.304 | 18.631 |
| 0.2 | 14.194 | 16.964 |
| 0.3 | 10.540 | 15.047 |
| 0.4 | 8.671 | 13.000 |
| 0.5 | 7.354 | 10.975 |
| 0.6 | 6.335 | 8.831 |
| 0.7 | 5.154 | 6.696 |
| 0.8 | 3.498 | 4.524 |
| 0.9 | 1.743 | 2.245 |
| 1.0 | 0 | 0 |
| Sample Name 1—Bi25Sn75 Description Method—TurboQuant-Alloys | |||||
|---|---|---|---|---|---|
| Z | Symbol | Element | Norm. Int. | Concentration | Abs. Error |
| 13 | Al | Aluminum | 61.6353 | 0.0775% | 0.0014% |
| 15 | P | Phosphorus | 285.3130 | 0.08956% | 0.00050% |
| 20 | Ca | Calcium | 3071.7985 | 0.08837% | 0.0010% |
| 28 | Ni | Nickel | 100.9788 | 0.0527% | 0.0032% |
| 29 | Cu | Copper | 154.5501 | 0.0829% | 0.0032% |
| 50 | Sn | Tin | 30,350.5791 | 75.0850% | 0.06% |
| 72 | Hf | Hafnium | 105.3269 | 0.0157% | 0.0084% |
| 73 | Ta | Tantalum | 35.1758 | 0.0153% | 0.0024% |
| 74 | W | Tungsten | 63.0604 | 0.0623% | 0.0031% |
| 79 | Au | Gold | 534.9385 | 0.02587% | 0.0054% |
| 83 | Bi | Bismuth | 41,692.0316 | 24.317% | 0.003% |
| Other | 0.0178% | ||||
| Sum | 99.93% | ||||
| Sample Name 2—Bi50Sn50 Description Method—TurboQuant-Alloys | |||||
|---|---|---|---|---|---|
| Z | Symbol | Element | Norm. Int. | Concentration | Abs. Error |
| 13 | Al | Aluminum | 88.0285 | 0.01747% | 0.0032% |
| 15 | P | Phosphorus | 583.8644 | 0.02200% | 0.0010% |
| 20 | Ca | Calcium | 1977.1571 | 0.08571% | 0.0013% |
| 28 | Ni | Nickel | 84.0540 | 0.0540% | 0.0074% |
| 29 | Cu | Copper | 185.2806 | 0.0354% | 0.0076% |
| 30 | Zn | Zinc | 24.0341 | 0.01265% | 0.00094% |
| 40 | Zr | Zirconium | 358.2148 | 0.05063% | 0.0018% |
| 47 | Ag | Silver | 50.5271 | 0.0137% | 0.031% |
| 50 | Sn | Tin | 18,162.4573 | 50.062% | 0.05% |
| 51 | Sb | Antimony | 26.0649 | 0.1180% | 0.0027% |
| 72 | Hf | Hafnium | 89.0883 | 0.0183% | 0.021% |
| 74 | W | Tungsten | 76.8009 | 0.1045% | 0.0080% |
| 78 | Pt | Platinum | 2567.5260 | 0.034% | 0.073% |
| 81 | Tl | Thallium | 845.4254 | 0.0402% | 0.0062% |
| 82 | Pb | Lead | 506.6176 | 0.0273% | 0.0062% |
| 83 | Bi | Bismuth | 97,237.1198 | 49.035% | 0.01% |
| Other | 0.1768% | ||||
| Sum | 99.91% | ||||
| Sample Name 3—Bi75Sn25 Description Method—TurboQuant-Alloys | |||||
|---|---|---|---|---|---|
| Z | Symbol | Element | Norm. Int. | Concentration | Abs. Error |
| 13 | Al | Aluminum | 145.4822 | 0.0531% | 0.0094% |
| 20 | Ca | Calcium | 762.9267 | 0.06833% | 0.0019% |
| 28 | Ni | Nickel | 98.3900 | 0.0110% | 0.019% |
| 29 | Cu | Copper | 101.9181 | 0.0122% | 0.018% |
| 30 | Zn | Zinc | 39.4357 | 0.0354% | 0.0025% |
| 48 | Cd | Cadmium | 4.1658 | 0.0472% | 0.0062% |
| 50 | Sn | Tin | 5420.5119 | 24.9102% | 0.05% |
| 51 | Sb | Antimony | 13.5239 | 0.0119% | 0.0035% |
| 52 | Te | Tellurium | 8.0419 | 0.01203% | 0.00058% |
| 83 | Bi | Bismuth | 163,456.8712 | 74.7006% | 0.02% |
| Other | 0.0918% | ||||
| Sum | 99.95% | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niculescu, F.; Pencea, I.; Iacob, G.; Ghiţă, M.; Stănescu, M.-M.; Petrescu, M.-I.; Niculescu, E.-L.; Buţu, M.; Stăncel, C.-D.; Şerban, N.; et al. Thermodynamic Assessment of Molten Bix-Sn1−x (x = 0.1 to 0.9) Alloys and Microstructural Characterization of Some Bi-Sn Solder Alloys. Materials 2024, 17, 1579. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17071579
Niculescu F, Pencea I, Iacob G, Ghiţă M, Stănescu M-M, Petrescu M-I, Niculescu E-L, Buţu M, Stăncel C-D, Şerban N, et al. Thermodynamic Assessment of Molten Bix-Sn1−x (x = 0.1 to 0.9) Alloys and Microstructural Characterization of Some Bi-Sn Solder Alloys. Materials. 2024; 17(7):1579. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17071579
Chicago/Turabian StyleNiculescu, Florentina, Ion Pencea, Gheorghe Iacob, Mihai Ghiţă, Mariana-Mirela Stănescu, Mircea-Ionuţ Petrescu, Emanuel-Laurenţiu Niculescu, Mihai Buţu, Constantin-Domenic Stăncel, Nicolae Şerban, and et al. 2024. "Thermodynamic Assessment of Molten Bix-Sn1−x (x = 0.1 to 0.9) Alloys and Microstructural Characterization of Some Bi-Sn Solder Alloys" Materials 17, no. 7: 1579. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17071579