
Evaluating the Influence of Tool Material on the Performance of Refill Friction Stir Spot Welds in AA2029


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Weld Programs
3.2. Material Properties of MP159
3.3. Weld Properties
3.4. Weld Temperatures
4. Conclusions
- All three materials, H13, WC, and MP159, are suitable for creating fully consolidated refill friction stir spot welds.
- MP159 tools generate more heat than either WC or H13 tools and insulate the welds with a lower thermal conductivity. Combined these thermal effects lead to weaker lap-shear tensile strengths in welds produced with MP159.
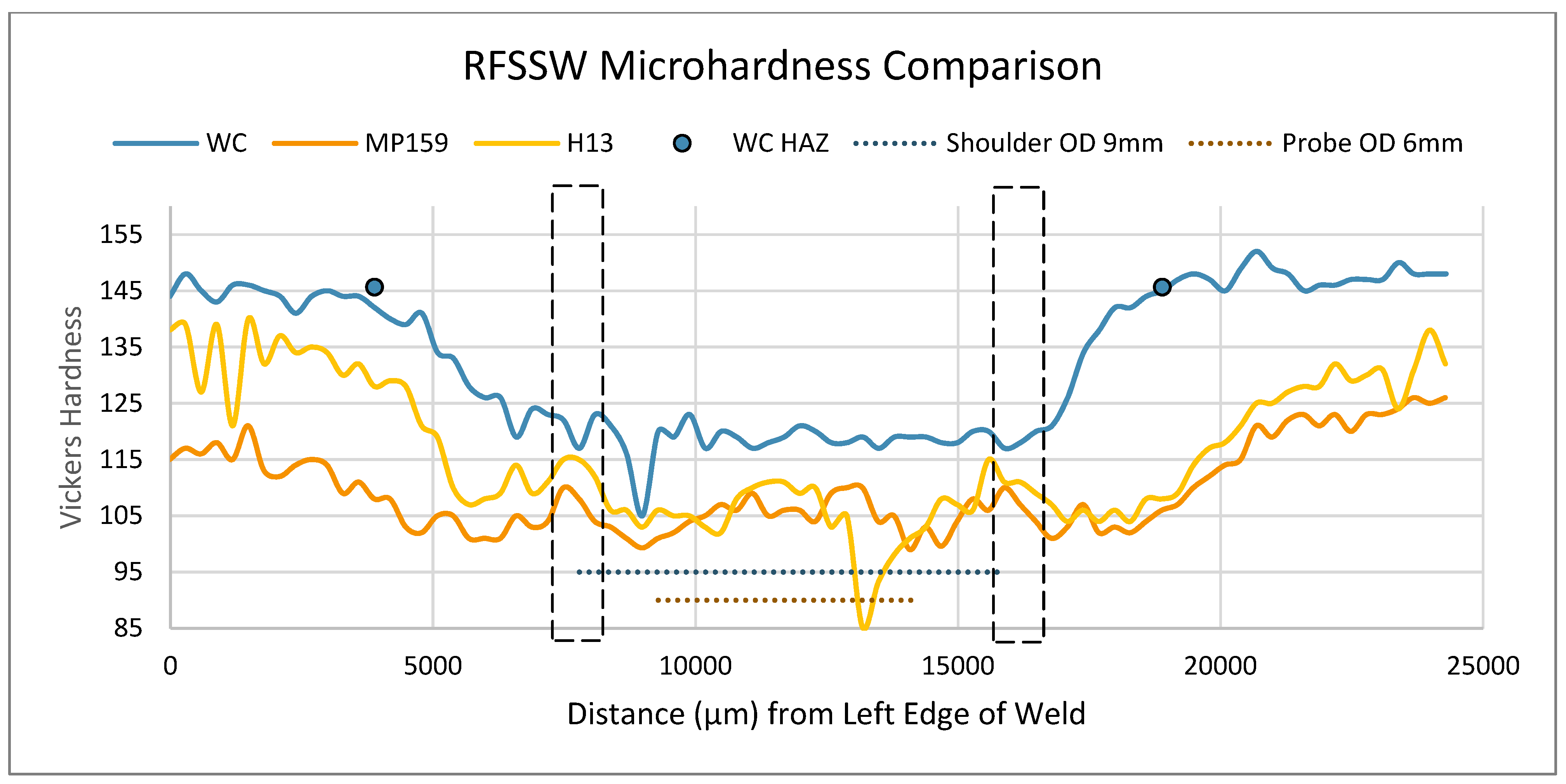
- WC’s relatively high thermal conductivity results in welds having the smallest HAZ, with the fastest recovery to base material strength and the overall highest HAZ minimum microhardness value, with respect to MP159 and H13.
- Lap-shear tensile strengths of RFSSW may be compromised by tamping as the effective thickness of the top sheet is reduced.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Doshi, S.; Gohil, A.; Mehta, N.; Vaghasiya, S.R. Challenges in Fusion Welding of Al alloy for Body in White. Mater. Today Proc. 2018, 5, 6370–6375. [Google Scholar] [CrossRef]
- Mallick, P.K. 8—Joining for lightweight vehicles. In Materials, Design and Manufacturing for Lightweight Vehicles; Mallick, P.K., Ed.; Woodhead Publishing: Sawston, UK, 2010; pp. 275–308. [Google Scholar]
- Christoph, S.; dos Santos, J. Method and Device for Joining at Least Two Adjoining Work Pieces by Friction Welding. U.S. Patent 6,722,556B2, 20 April 2004. [Google Scholar]
- Lacki, P.; Więckowski, W.; Luty, G.; Wieczorek, P.; Motyka, M. Evaluation of Usefulness of AlCrN Coatings for Increased Life of Tools Used in Friction Stir Welding (FSW) of Sheet Aluminum Alloy. Materials 2020, 13, 4124. [Google Scholar] [CrossRef] [PubMed]
- Montag, T.; Wulfsberg, J.-P.; Hameister, H.; Marschner, R. Influence of Tool Wear on Quality Criteria for Refill Friction Stir Spot Welding (RFSSW) Process. Procedia CIRP 2014, 24, 108–113. [Google Scholar] [CrossRef]
- De Carvalho, W.S.; Vioreanu, M.C.; Lutz, M.R.A.; Cipriano, G.P.; Amancio-Filho, S.T. The Influence of Tool Wear on the Mechanical Performance of AA6061-T6 Refill Friction Stir Spot Welds. Materials 2021, 14, 7252. [Google Scholar] [CrossRef] [PubMed]
- Larsen, B.; Hunt, J.; Hovanski, Y. Investigating steel tool life in the RFSSW process. J. Manuf. Process. 2020, 58, 637–645. [Google Scholar] [CrossRef]
- Kolnes, M.; Kübarsepp, J.; Sergejev, F.; Kolnes, M.; Tarraste, M.; Viljus, M. Performance of Ceramic-Metal Composites as Potential Tool Materials for Friction Stir Welding of Aluminium, Copper and Stainless Steel. Materials 2020, 13, 1994. [Google Scholar] [CrossRef] [PubMed]
- Almoussawi, M.; Smith, A.J. Thermo-Mechanical Effect on Poly Crystalline Boron Nitride Tool Life During Friction Stir Welding (Dwell Period). Met. Mater. Int. 2018, 24, 560–575. [Google Scholar] [CrossRef]
- Choi, D.H.; Lee, C.Y.; Ahn, B.W.; Choi, J.H.; Yeon, Y.M.; Song, K.; Park, H.S.; Kim, Y.J.; Yoo, C.D.; Jung, S.B. Frictional wear evaluation of WC–Co alloy tool in friction stir spot welding of low carbon steel plates. Int. J. Refract. Met. Hard Mater. 2009, 27, 931–936. [Google Scholar] [CrossRef]
- Mishra, R.; Mahoney, M.W. Friction Stir Welding and Processing; Springer: Cham, Switzerland, 2007. [Google Scholar]
- Collier, C.T. Tool Material Degradation due to Friction Stir Welding of Aluminum Alloys. Master’s Thesis, University of South Carolina, Columbia, SC, USA, 2015. [Google Scholar]
- De Castro, C.C.; Shen, J.; Plaine, A.H.; Suhuddin, U.F.H.; De Alcantara, N.G.; Dos Santos, J.F.; Klusemann, B. Tool wear mechanisms and effects on refill friction stir spot welding of AA2198-T8 sheets. J. Mater. Res. Technol. 2022, 20, 857–866. [Google Scholar] [CrossRef]
- Lauterbach, D.; Keil, D.; Harms, A.; Schulze, M.; Dilger, K. Influence of Tool Wear on Weld Quality in Refill Friction Stir Spot Welding of Aluminium. In 2nd International Conference on Advanced Joining Processes (AJP 2021); Springer International Publishing: Cham, Switzerland, 2022; pp. 57–69. [Google Scholar]
- Lauterbach, D.; Keil, D.; Harms, A.; Leupold, C.; Dilger, K. Tool wear behaviour and the influence of wear-resistant coatings during refill friction stir spot welding of aluminium alloys. Weld. World 2021, 65, 243–250. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- MatWeb Material Property Database. Available online: https://www..matweb.com/index.aspx (accessed on 15 November 2023).
- AZoMaterials. Tungsten Carbide—An Overview. Available online: https://www.azom.com/properties.aspx?ArticleID=1203 (accessed on 15 November 2023).
- Materials, A. Alloy MP159 (AMS 5841). Available online: https://www.aircraftmaterials.com/data/nickel/mp159.html (accessed on 15 November 2023).
- Cobalt MP159. Available online: https://www.techsteel.net/alloy/cobalt/mp159 (accessed on 15 November 2023).
- Steels, V. H13 Steel. Available online: https://www.viratsteels.com/h13.html (accessed on 15 November 2023).
- Hua, H.; Zhou, Y.; Li, X.; Zhang, Q.; Cui, X.; Wang, S. Variation of wear behavior of H13 steel sliding against different-hardness counterfaces. Proc. Inst. Mech. Eng. Part. J. J. Eng. Tribol. 2015, 229, 763–770. [Google Scholar] [CrossRef]
- Vilhena, L.; Domingues, B.; Fernandes, C.; Senos, A.; Ramalho, A. Mechanical and Tribological Characterization of WC-Co and WC-AISI 304 Composites by a Newly Developed Equipment. Materials 2022, 15, 1187. [Google Scholar] [CrossRef] [PubMed]
- Larsen, B.; Hovanski, Y. Reducing Cycle Times of Refill Friction Stir Spot Welding in Automotive Aluminum Alloys; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2020. [Google Scholar]
- Berger, E. RFSSW Behavior Prediction Using a Numerical Model. Master’s Thesis, Brigham Young University, Provo, UT, USA, 2023. [Google Scholar]
- Berger, E.; Miles, M.; Curtis, A.; Blackhurst, P.; Hovanski, Y. 2D Axisymmetric Modeling of Refill Friction Stir Spot Welding and Experimental Validation. J. Manuf. Mater. Process. 2022, 6, 89. [Google Scholar] [CrossRef]
- Chen, K.; Xiao, W.; Li, Z.; Wu, J.; Hong, K.; Ruan, X. Effect of Graphene and Carbon Nanotubes on the Thermal Conductivity of WC–Co Cemented Carbide. Metals 2019, 9, 377. [Google Scholar] [CrossRef]
- Upadhyay, P.; Reynolds, A.P. Effects of thermal boundary conditions in friction stir welded AA7050-T7 sheets. Mater. Sci. Eng. A 2010, 527, 1537–1543. [Google Scholar] [CrossRef]
- Upadhyay, P.; Reynolds, A.P. Effects of forge axis force and backing plate thermal diffusivity on FSW of AA6056. Mater. Sci. Eng. A 2012, 558, 394–402. [Google Scholar] [CrossRef]
- Reynolds, A.P.; Tang, W.; Khandkar, Z.; Khan, J.A.; Lindner, K. Relationships between weld parameters, hardness distribution and temperature history in alloy 7050 friction stir welds. Sci. Technol. Weld. Join. 2005, 10, 190–199. [Google Scholar] [CrossRef]
- Berger, E.; Miles, M.; Blackhurst, P.; Belnap, R.; Hovanski, Y. 2D Axisymmetric Modeling of RFSSW Repair and Experimental Validation. In Proceedings of the Friction Stir Welding and Processing XII, San Diego, CA, USA, 19–23 March 2023; Springer: Cham, Switzerland, 2023; pp. 127–137. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mg | Ag | Mn | Zr | Si | Fe | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 3.2–4.0% | 0.8–1.1% | 0.3–0.5% | 0.2–0.4% | 0.08–0.15% | 0.12% max | 0.15% max | 0.15% max | Balance |
| Density (g/cm3) | Hardness (Vickers) | Tensile Strength (MPa) | Compressive Strength (MPa) | Linear CTE (µm/m-°C) | |
|---|---|---|---|---|---|
| WC | 13.5–15.7 [17] | 1300–2200 [17] | 350 [17] | 3347–6833 [18] | 5.2–7.3 [17] |
| MP159 | 8.3 [17] | 220–410 [19] | 850–1590 [20] | – | 14.5 [17] |
| H13 | 7.8 [17] | 300–600 [17] | 1990 [17] | 2550 [21] | 11–12.4 [17] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belnap, R.; Smith, T.; Blackhurst, P.; Cobb, J.; Misak, H.; Bosker, J.; Hovanski, Y. Evaluating the Influence of Tool Material on the Performance of Refill Friction Stir Spot Welds in AA2029. J. Manuf. Mater. Process. 2024, 8, 88. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp8030088
Belnap R, Smith T, Blackhurst P, Cobb J, Misak H, Bosker J, Hovanski Y. Evaluating the Influence of Tool Material on the Performance of Refill Friction Stir Spot Welds in AA2029. Journal of Manufacturing and Materials Processing. 2024; 8(3):88. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp8030088
Chicago/Turabian StyleBelnap, Ruth, Taylor Smith, Paul Blackhurst, Josef Cobb, Heath Misak, John Bosker, and Yuri Hovanski. 2024. "Evaluating the Influence of Tool Material on the Performance of Refill Friction Stir Spot Welds in AA2029" Journal of Manufacturing and Materials Processing 8, no. 3: 88. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp8030088