

Enhancing the Retention and Oxidative Stability of Volatile Flavors: A Novel Approach Utilizing O/W Pickering Emulsions Based on Agri-Food Byproducts and Spray-Drying

 , ,
, ,  , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Treatment of Agri-Food Byproducts as Pickering Stabilizers
2.3. Composition of Powder Agri-Food Byproducts
2.4. Determination of Soluble and Insoluble Fraction
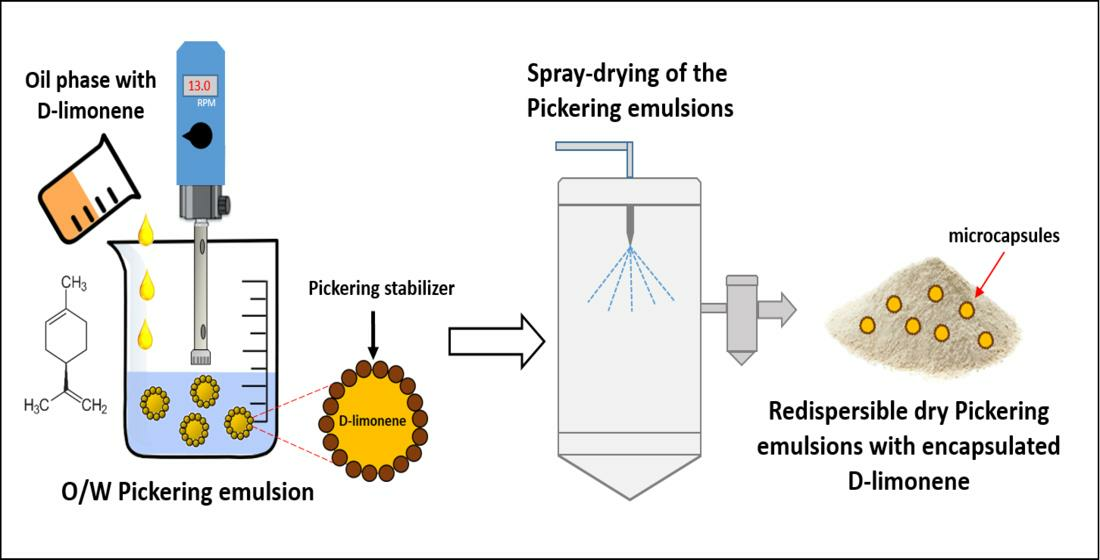
2.5. Preparation of D-Limonene-Loaded Pickering Emulsions
2.5.1. Microstructure Observation of Pickering Emulsions
2.5.2. Creaming Index of Emulsions
2.5.3. Spray-Drying of D-Limonene Pickering Emulsions
2.6. Powder Characteristics
2.6.1. Moisture Determination of Powders
2.6.2. Powder Dispersibility
2.6.3. Morphological Characterization of Powdered Emulsions
2.7. Quantification of Microencapsulated D-Limonene Using Gas Chromatography Coupled to Mass Spectrometry (GC-MS)
2.8. Quantification of D-Limonene Released from Agri-Food Byproducts by HS-GC-FID
2.9. Oxidative Stability of D-Limonene from Spray-Dried Powders
2.10. Encapsulation Efficiency of Limonene (EE)
2.11. Statistical Analysis
3. Results
3.1. O/W Pickering Emulsions Characterization Prior to the Spray-Drying Process
3.2. Powdered O/W Pickering Emulsions Characterization
3.2.1. Effect of the Concentration and Type of Agri-Food Byproduct on Powder Characteristics
3.2.2. Powder Morphology
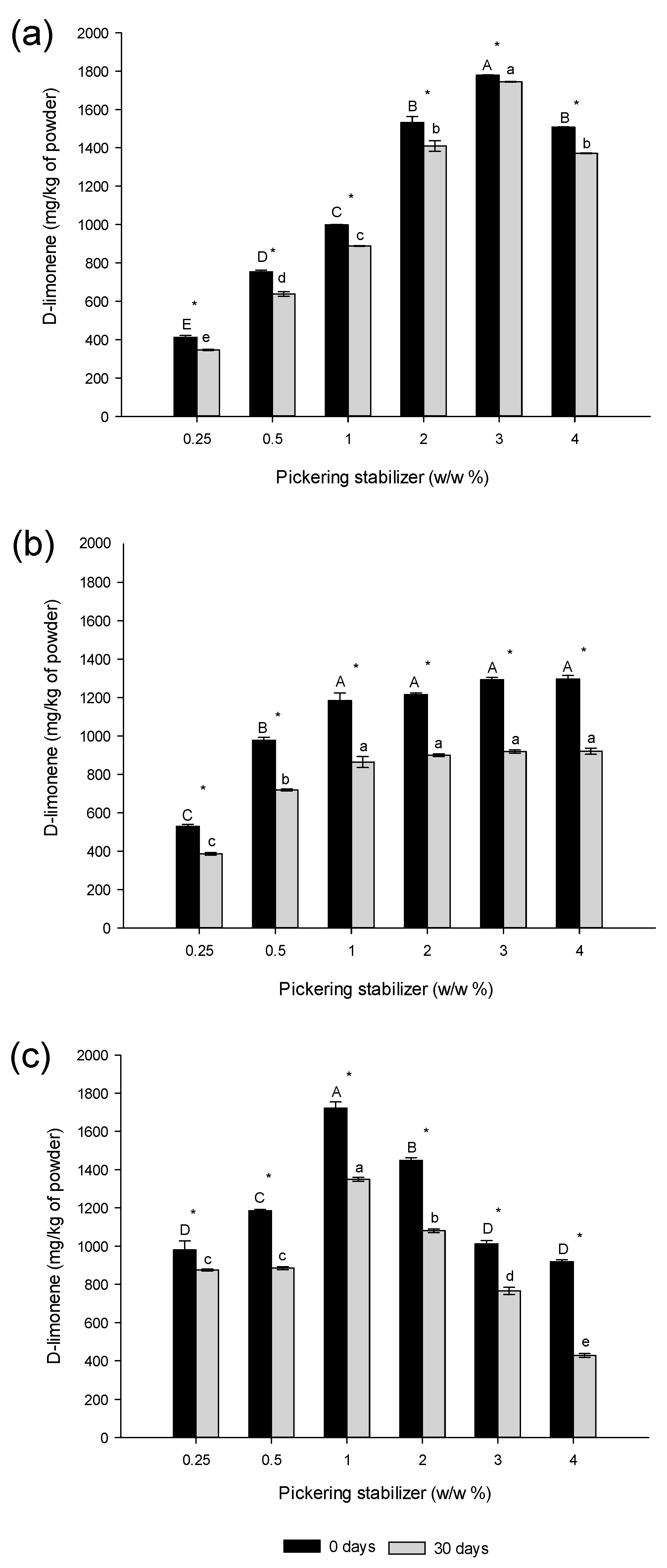
3.3. The Effect of the Type of Agri-Food Byproduct and Concentration on D-Limonene Retention after Spray-Drying and Storage
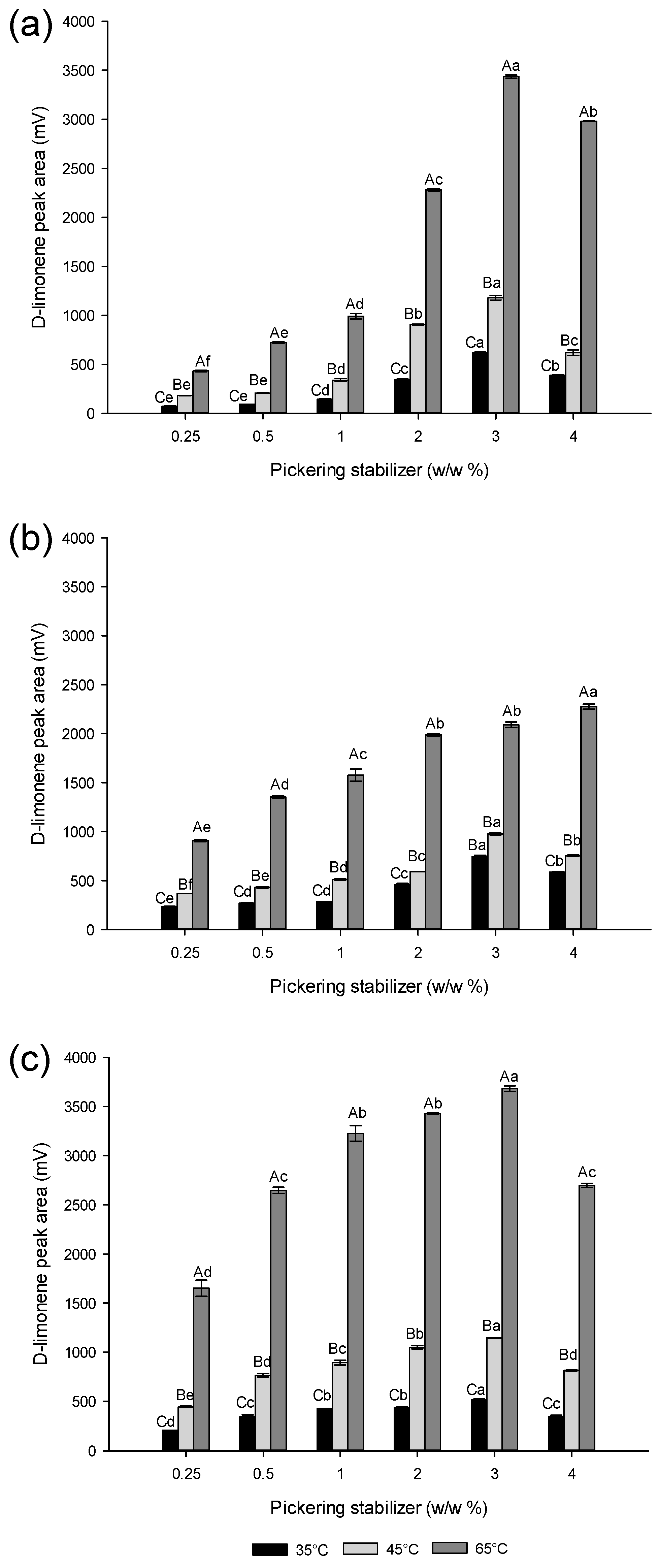
3.4. Effect of the Temperature on D-Limonene Release from Powdered Pickering Emulsions
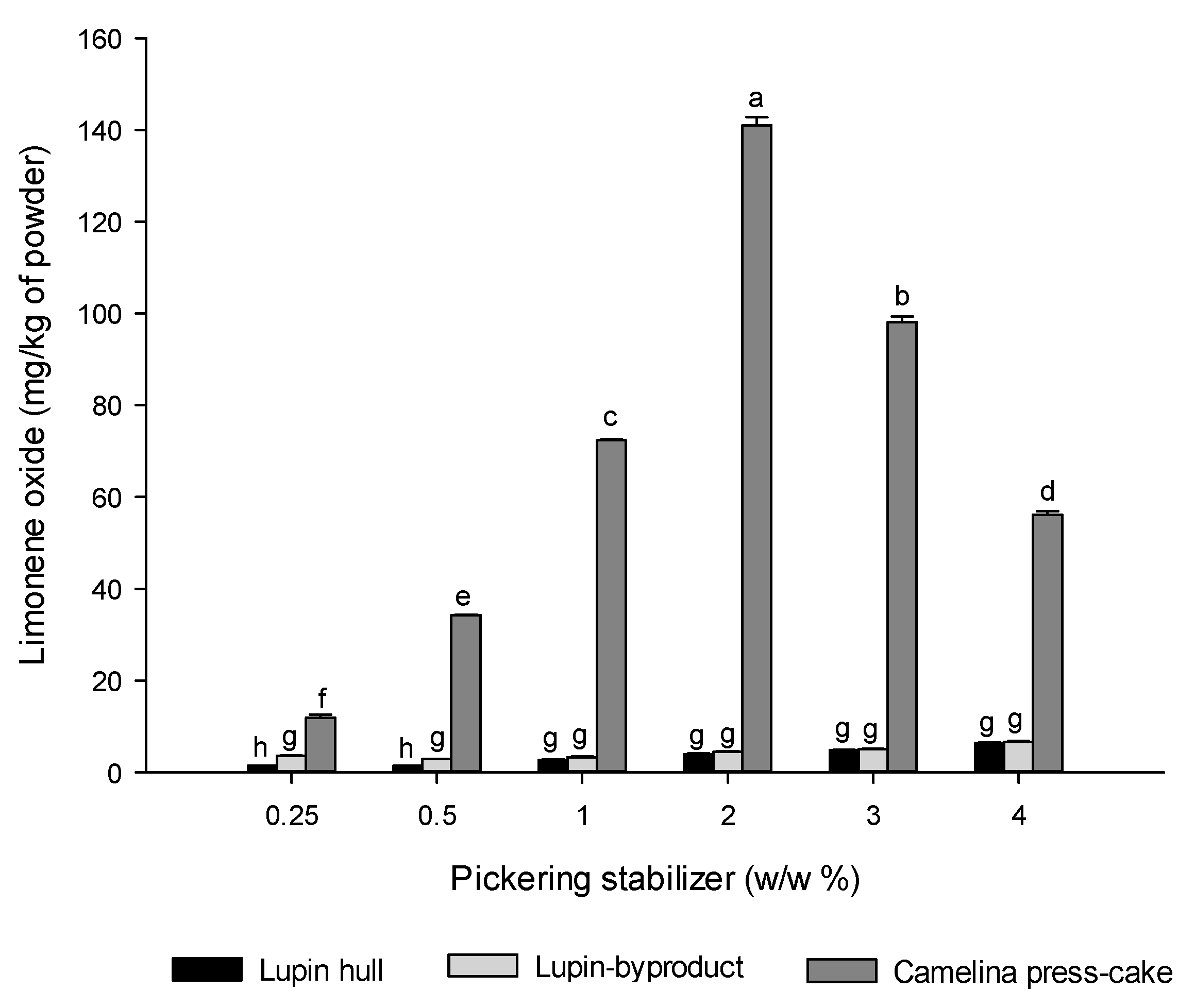
3.5. Oxidative Stability of D-Limonene from the Spray-Dried Powders
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Premjit, Y.; Pandhi, S.; Kumar, A.; Rai, D.C.; Duary, R.K.; Mahato, D.K. Current Trends in Flavor Encapsulation: A Comprehensive Review of Emerging Encapsulation Techniques, Flavour Release, and Mathematical Modelling. Food Res. Int. 2022, 151, 110879. [Google Scholar] [CrossRef]
- Sultana, A.; Tanaka, Y.; Fushimi, Y.; Yoshii, H. Stability and Release Behavior of Encapsulated Flavor from Spray-Dried Saccharomyces Cerevisiae and Maltodextrin Powder. Food Res. Int. 2018, 106, 809–816. [Google Scholar] [CrossRef] [PubMed]
- Burgos-Díaz, C.; Hernández, X.; Wandersleben, T.; Barahona, T.; Medina, C.; Quiroz, A.; Rubilar, M. Influence of Multilayer O/W Emulsions Stabilized by Proteins from a Novel Lupin Variety AluProt-CGNA and Ionic Polysaccharides on d-Limonene Retention during Spray-Drying. Colloids Surf. A Physicochem. Eng. Asp. 2018, 536, 234–241. [Google Scholar] [CrossRef]
- Xiao, Z.; Hou, W.; Kang, Y.; Niu, Y.; Kou, X. Encapsulation and Sustained Release Properties of Watermelon Flavor and Its Characteristic Aroma Compounds from γ-Cyclodextrin Inclusion Complexes. Food Hydrocoll. 2019, 97, 105202. [Google Scholar] [CrossRef]
- Castel, V.; Rubiolo, A.C.; Carrara, C.R. Powdered ᴅ-Limonene Microcapsules Obtained by Spray Drying Using Native and Thermal-Treated Brea Gum as Wall Materials. Powder Technol. 2023, 417, 118263. [Google Scholar] [CrossRef]
- Piñón-Balderrama, C.I.; Leyva-Porras, C.; Terán-Figueroa, Y.; Espinosa-Solís, V.; Álvarez-Salas, C.; Saavedra-Leos, M.Z. Encapsulation of Active Ingredients in Food Industry by Spray-Drying and Nano Spray-Drying Technologies. Processes 2020, 8, 889. [Google Scholar] [CrossRef]
- Janiszewska, E.; Jedlińska, A.; Witrowa-Rajchert, D. Effect of Homogenization Parameters on Selected Physical Properties of Lemon Aroma Powder. Food Bioprod. Process. 2015, 94, 405–413. [Google Scholar] [CrossRef]
- Pellicer, J.A.; Fortea, M.I.; Trabal, J.; Rodríguez-López, M.I.; Gabaldón, J.A.; Núñez-Delicado, E. Stability of Microencapsulated Strawberry Flavour by Spray Drying, Freeze Drying and Fluid Bed. Powder Technol. 2019, 347, 179–185. [Google Scholar] [CrossRef]
- Jafari, S.M.; Assadpoor, E.; He, Y.; Bhandari, B. Encapsulation Efficiency of Food Flavours and Oils during Spray Drying. Dry. Technol. 2008, 26, 816–835. [Google Scholar] [CrossRef]
- Garcia, L.C.; Tonon, R.V.; Hubinger, M.D. Effect of Homogenization Pressure and Oil Load on the Emulsion Properties and the Oil Retention of Microencapsulated Basil Essential Oil (Ocimum basilicum L.). Dry. Technol. 2012, 30, 1413–1421. [Google Scholar] [CrossRef]
- Soottitantawat, A.; Bigeard, F.; Yoshii, H.; Furuta, T.; Ohkawara, M.; Linko, P. Influence of Emulsion and Powder Size on the Stability of Encapsulated D-Limonene by Spray Drying. Innov. Food Sci. Emerg. Technol. 2005, 6, 107–114. [Google Scholar] [CrossRef]
- Sultana, A.; Miyamoto, A.; Lan Hy, Q.; Tanaka, Y.; Fushimi, Y.; Yoshii, H. Microencapsulation of Flavors by Spray Drying Using Saccharomyces Cerevisiae. J. Food Eng. 2017, 199, 36–41. [Google Scholar] [CrossRef]
- Tang, Y.; Scher, H.B.; Jeoh, T. Volatile Retention and Enteric Release of D-Limonene by Encapsulation in Complex Coacervated Powders Formed by Spray Drying. ACS Food Sci. Technol. 2021, 1, 2086–2095. [Google Scholar] [CrossRef]
- Doi, T.; Wang, M.; McClements, D.J. Emulsion-Based Control of Flavor Release Profiles: Impact of Oil Droplet Characteristics on Garlic Aroma Release during Simulated Cooking. Food Res. Int. 2019, 116, 1–11. [Google Scholar] [CrossRef]
- Gonzalez Ortiz, D.; Pochat-Bohatier, C.; Cambedouzou, J.; Bechelany, M.; Miele, P. Current Trends in Pickering Emulsions: Particle Morphology and Applications. Engineering 2020, 6, 468–482. [Google Scholar] [CrossRef]
- Li, Q.; Huang, Y.; Du, Y.; Chen, Y.; Wu, Y.; Zhong, K.; Huang, Y.; Gao, H. Food-Grade Olive Oil Pickering Emulsions Stabilized by Starch/β-Cyclodextrin Complex Nanoparticles: Improved Storage Stability and Regulatory Effects on Gut Microbiota. LWT-Food Sci. Technol. 2022, 155, 112950. [Google Scholar] [CrossRef]
- Burgos-Díaz, C.; Opazo-Navarrete, M.; Soto-Añual, M.; Leal-Calderón, F.; Bustamante, M. Food-Grade Pickering Emulsion as a Novel Astaxanthin Encapsulation System for Making Powder-Based Products: Evaluation of Astaxanthin Stability during Processing, Storage, and Its Bioaccessibility. Food Res. Int. 2020, 134, 109244. [Google Scholar] [CrossRef]
- Li, Z.; Yu, D.; Zhang, F. Elucidating PH Dynamics in Pickering Emulsions Stabilized by Soybean Protein Isolate and Nicotinamide Mononucleotide: Enhancing Emulsification and Curcumin Delivery Mechanisms. Colloids Surf. A Physicochem. Eng. Asp. 2024, 683, 133024. [Google Scholar] [CrossRef]
- Li, Z.; Yu, D. Controlled Ibuprofen Release from Pickering Emulsions Stabilized by PH-Responsive Cellulose-Based Nanofibrils. Int. J. Biol. Macromol. 2023, 242, 124942. [Google Scholar] [CrossRef]
- Burgos-Díaz, C.; Garrido-Miranda, K.A.; Palacio, D.A.; Chacón-Fuentes, M.; Opazo-Navarrete, M.; Bustamante, M. Food-Grade Oil-in-Water (O/W) Pickering Emulsions Stabilized by Agri-Food Byproduct Particles. Colloids Interfaces 2023, 7, 27. [Google Scholar] [CrossRef]
- Joseph, C.; Savoire, R.; Harscoat-Schiavo, C.; Pintori, D.; Monteil, J.; Faure, C.; Leal-Calderon, F. Redispersible Dry Emulsions Stabilized by Plant Material: Rapeseed Press-Cake or Cocoa Powder. LWT-Food Sci. Technol. 2019, 113, 108311. [Google Scholar] [CrossRef]
- Burgos-Díaz, C.; Mosi-Roa, Y.; Opazo-Navarrete, M.; Bustamante, M.; Garrido-Miranda, K. Comparative Study of Food-Grade Pickering Stabilizers Obtained from Agri-Food Byproducts: Chemical Characterization and Emulsifying Capacity. Foods 2022, 11, 2514. [Google Scholar] [CrossRef]
- AOAC. Official Methods of Analysis of AOAC International, 18th ed.; George, W., Latimer, J., Horwitz, W., Eds.; AOAC: Gaithersburg, MD, USA, 2007; ISBN 978-0935584783. [Google Scholar]
- Fincheira, P.; Quiroz, A.; Medina, C.; Tortella, G.; Hermosilla, E.; Diez, M.C.; Rubilar, O. Plant Growth Induction by Volatile Organic Compound Released from Solid Lipid Nanoparticles and Nanostructured Lipid Carriers. Colloids Surf. A Physicochem. Eng. Asp. 2020, 596, 124739. [Google Scholar] [CrossRef]
- Joseph, C.; Savoire, R.; Harscoat-Schiavo, C.; Pintori, D.; Monteil, J.; Faure, C.; Leal-Calderon, F. Pickering Emulsions Stabilized by Various Plant Materials: Cocoa, Rapeseed Press Cake and Lupin Hulls. LWT-Food Sci. Technol. 2020, 130, 109621. [Google Scholar] [CrossRef]
- Leal-Calderon, F.; Schmitt, V. Solid-Stabilized Emulsions. Curr. Opin. Colloid Interface Sci. 2008, 13, 217–227. [Google Scholar] [CrossRef]
- Burgos-Díaz, C.; Wandersleben, T.; Olivos, M.; Lichtin, N.; Bustamante, M.; Solans, C. Food-Grade Pickering Stabilizers Obtained from a Protein-Rich Lupin Cultivar (AluProt-CGNA®): Chemical Characterization and Emulsifying Properties. Food Hydrocoll. 2019, 87, 847–857. [Google Scholar] [CrossRef]
- Schröder, A.; Sprakel, J.; Schroën, K.; Spaen, J.N.; Berton-Carabin, C.C. Coalescence Stability of Pickering Emulsions Produced with Lipid Particles: A Microfluidic Study. J. Food Eng. 2018, 234, 63–72. [Google Scholar] [CrossRef]
- Sarabandi, K.; Jafari, S.M.; Mohammadi, M.; Akbarbaglu, Z.; Pezeshki, A.; Khakbaz Heshmati, M. Production of Reconstitutable Nanoliposomes Loaded with Flaxseed Protein Hydrolysates: Stability and Characterization. Food Hydrocoll. 2019, 96, 442–450. [Google Scholar] [CrossRef]
- Chaturvedi, S.; Chakraborty, S. Effect of Temperature and Packaging Materials on the Shelf-Life Stability and in Vitro Properties of Microencapsulated and Spray-Dried Synbiotic Legume-Based Instant Beverage Powder. Sustain. Food Technol. 2023, 2, 162–174. [Google Scholar] [CrossRef]
- Drozłowska, E.; Bartkowiak, A.; Trocer, P.; Kostek, M.; Tarnowiecka-Kuca, A.; Łopusiewicz, Ł. Formulation and Evaluation of Spray-Dried Reconstituted Flaxseed Oil-in-Water Emulsions Based on Flaxseed Oil Cake Extract as Emulsifying and Stabilizing Agent. Foods 2021, 10, 256. [Google Scholar] [CrossRef]
- Fournaise, T.; Burgain, J.; Perroud, C.; Scher, J.; Gaiani, C.; Petit, J. Impact of Formulation on Reconstitution and Flowability of Spray-Dried Milk Powders. Powder Technol. 2020, 372, 107–116. [Google Scholar] [CrossRef]
- Carneiro, H.C.F.; Tonon, R.V.; Grosso, C.R.F.; Hubinger, M.D. Encapsulation Efficiency and Oxidative Stability of Flaxseed Oil Microencapsulated by Spray Drying Using Different Combinations of Wall Materials. J. Food Eng. 2013, 115, 443–451. [Google Scholar] [CrossRef]
- Sarkar, A.; Arfsten, J.; Golay, P.A.; Acquistapace, S.; Heinrich, E. Microstructure and Long-Term Stability of Spray Dried Emulsions with Ultra-High Oil Content. Food Hydrocoll. 2016, 52, 857–867. [Google Scholar] [CrossRef]
- Moser, P.; Ferreira, S.; Nicoletti, V.R. Buriti Oil Microencapsulation in Chickpea Protein-Pectin Matrix as Affected by Spray Drying Parameters. Food Bioprod. Process. 2019, 117, 183–193. [Google Scholar] [CrossRef]
- Arpagaus, C.; Collenberg, A.; Rütti, D.; Assadpour, E.; Jafari, S.M. Nano Spray Drying for Encapsulation of Pharmaceuticals. Int. J. Pharm. 2018, 546, 194–214. [Google Scholar] [CrossRef] [PubMed]
- Encina, C.; Vergara, C.; Giménez, B.; Oyarzún-Ampuero, F.; Robert, P. Conventional Spray-Drying and Future Trends for the Microencapsulation of Fish Oil. Trends Food Sci. Technol. 2016, 56, 46–60. [Google Scholar] [CrossRef]
- Jedlińska, A.; Samborska, K.; Witrowa-Rajchert, D.; Seuvre, A.M.; Voilley, A. Industry-Scale Spray-Drying Microencapsulation of Orange Aroma. Int. Agrophysics 2019, 33, 397–405. [Google Scholar] [CrossRef] [PubMed]
- Capela, P.; Hay, T.K.C.; Shah, N.P. Effect of Homogenisation on Bead Size and Survival of Encapsulated Probiotic Bacteria. Food Res. Int. 2007, 40, 1261–1269. [Google Scholar] [CrossRef]
- Halahlah, A.; Piironen, V.; Mikkonen, K.S.; Ho, T.M. Wood Hemicelluloses as Innovative Wall Materials for Spray-Dried Microencapsulation of Berry Juice: Part 1—Effect of Homogenization Techniques on Their Feed Solution Properties. Food Bioprocess Technol. 2023, 16, 909–929. [Google Scholar] [CrossRef]
- Takashige, S.; Ariyanto, H.D.; Adachi, S.; Yoshii, H. Flavor Release from Spray-Dried Powders with Various Wall Materials. ChemEngineering 2020, 4, 1. [Google Scholar] [CrossRef]
- Soottitantawat, A.; Yoshii, H.; Furuta, T.; Ohgawara, M.; Forssell, P.; Partanen, R.; Poutanen, K.; Linko, P. Effect of Water Activity on the Release Characteristics and Oxidative Stability of D-Limonene Encapsulated by Spray Drying. J. Agric. Food Chem. 2004, 52, 1269–1276. [Google Scholar] [CrossRef]
- Peng, Q.; Meng, Z.; Ziyang Luo, H.D.; Ramaswamy, H.S.; Wang, C. Effect of Emulsion Particle Size on the Encapsulation Behavior and Oxidative Stability of Spray Microencapsulated Sweet Orange Oil (Citrus aurantium Var. Dulcis). Foods 2023, 12, 116–129. [Google Scholar] [CrossRef] [PubMed]
- Haas, K.; Obernberger, J.; Zehetner, E.; Kiesslich, A.; Volkert, M.; Jaeger, H. Impact of Powder Particle Structure on the Oxidation Stability and Color of Encapsulated Crystalline and Emulsified Carotenoids in Carrot Concentrate Powders. J. Food Eng. 2019, 263, 398–408. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Lupin Hull | Lupin-Byproduct | Camelina Press-Cake |
|---|---|---|---|
| Protein | 4.77 | 14.57 | 44.54 |
| Fat | 0.30 | 0.59 | 1.16 |
| Dietary fiber | 89.53 | 74.15 | 40.30 |
| Ash | 2.22 | 2.85 | 4.85 |
| Carbohydrates available | 3.18 | 7.84 | 9.15 |
| Soluble fraction (%) | 4.67 | 4.45 | 23.58 |
| Insoluble fraction (%) | 95.33 | 95.55 | 76.42 |
| Formulation | Wall Material | Core Material | ||
|---|---|---|---|---|
| Agri-Food Byproducts (w/w, %) | Maltodextrin (w/w, %) | Oil Phase | Water | |
| 1 | 0.25 | 19.75 | The oil phase prepared at a fixed concentration of 10% (9.8% sunflower oil + 0.2% D-limonene) | 70% (phosphate buffer pH 7.0) |
| 2 | 0.5 | 19.5 | ||
| 3 | 1.0 | 19.0 | ||
| 4 | 2.0 | 18.0 | ||
| 5 | 3.0 | 17.0 | ||
| 6 | 4.0 | 16.0 | ||
| Sample | Concentration (%, w/w) | Moisture (%) | Dispersibility (%) | EE (%) |
|---|---|---|---|---|
| Lupin Byproduct | 0.25 | 3.83 ± 0.42 BC | 89.61 ± 0.35 BC | 42.71 ± 0.73 A |
| 0.5 | 3.17 ± 0.31 A | 89.74 ± 0.45 C | 66.75 ± 1.12 B | |
| 1.0 | 3.93 ± 0.23 C | 90.42 ± 0.38 D | 77.33 ± 1.31 C | |
| 2.0 | 3.10 ± 0.30 A | 89.60 ± 0.19 BC | 85.44 ± 0.98 D | |
| 3.0 | 3.43 ± 0.15 AB | 89.13 ± 0.15 D | 86.49 ± 1.71 D | |
| 4.0 | 3.43 ± 0.12 AB | 85.20 ± 0.25 A | 84.97 ± 2.33 D | |
| Lupin Hull | 0.25 | 3.73 ± 0.15 AB | 89.48 ± 0.18 C | 47.43 ± 1.02 A |
| 0.5 | 4.03 ± 0.38 B | 90.37 ± 0.18 D | 49.20 ± 0.86 B | |
| 1.0 | 3.93 ± 0.23 B | 90.73 ± 0.23 D | 60.87 ± 1.50 C | |
| 2.0 | 3.60 ± 0.14 AB | 89.23 ± 0.25 BC | 87.62 ± 1.99 E | |
| 3.0 | 3.50 ± 0.22 A | 88.58 ± 0.54 AB | 94.33 ± 1.86 F | |
| 4.0 | 4.47 ± 0.58 C | 88.08 ± 0.76 A | 76.21 ± 1.61 D | |
| Camelina Press-cake | 0.25 | 3.77 ± 0.40 BC | 91.43 ± 0.96 AB | 48.91 ± 0.90 A |
| 0.5 | 3.50 ± 0.36 ABC | 91.12 ± 0.62 AB | 58.73 ± 0.89 B | |
| 1.0 | 3.87 ± 0.15 C | 91.71 ± 0.11 B | 86.49 ± 2.17 E | |
| 2.0 | 3.40 ± 0.10 AB | 90.84 ± 0.54 AB | 80.21 ± 2.08 D | |
| 3.0 | 3.57 ± 0.12 ABC | 90.95 ± 0.28 AB | 64.30 ± 1.66 C | |
| 4.0 | 3.17 ± 0.12 A | 90.62 ± 0.16 A | 47.88 ± 1.41 A |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Burgos-Díaz, C.; Leal-Calderon, F.; Mosi-Roa, Y.; Chacón-Fuentes, M.; Garrido-Miranda, K.; Opazo-Navarrete, M.; Quiroz, A.; Bustamante, M. Enhancing the Retention and Oxidative Stability of Volatile Flavors: A Novel Approach Utilizing O/W Pickering Emulsions Based on Agri-Food Byproducts and Spray-Drying. Foods 2024, 13, 1326. https://0-doi-org.brum.beds.ac.uk/10.3390/foods13091326
Burgos-Díaz C, Leal-Calderon F, Mosi-Roa Y, Chacón-Fuentes M, Garrido-Miranda K, Opazo-Navarrete M, Quiroz A, Bustamante M. Enhancing the Retention and Oxidative Stability of Volatile Flavors: A Novel Approach Utilizing O/W Pickering Emulsions Based on Agri-Food Byproducts and Spray-Drying. Foods. 2024; 13(9):1326. https://0-doi-org.brum.beds.ac.uk/10.3390/foods13091326
Chicago/Turabian StyleBurgos-Díaz, César, Fernando Leal-Calderon, Yohanna Mosi-Roa, Manuel Chacón-Fuentes, Karla Garrido-Miranda, Mauricio Opazo-Navarrete, Andrés Quiroz, and Mariela Bustamante. 2024. "Enhancing the Retention and Oxidative Stability of Volatile Flavors: A Novel Approach Utilizing O/W Pickering Emulsions Based on Agri-Food Byproducts and Spray-Drying" Foods 13, no. 9: 1326. https://0-doi-org.brum.beds.ac.uk/10.3390/foods13091326