1. Introduction
Polymer and polymer-based composite materials found many interests in advanced industrial applications due to their innovative design and mechanical features. Various advanced manufacturing processes including mixing, forming, laminating, etc., are practiced to overcome the mechanical challenges for the optimum fabrication of polymer structures [
1,
2,
3]. Among these, the additive manufacturing of polymeric material through the FDM route is one of the most explored routes. The past decade has seen an exponential uprise of FDM-related work. The application area for the material and design-specific FDM-printed parts has also seen strong growth. Various studies in past have reported mechanical- and morphological-specific improvement of FDM-printed parts when the parts are post-processed by selecting the suitable route [
4,
5,
6].
One such study performed by Yarahmadi et al. [
7] heat treated polyvinyl chloride (PVC) for the selected range of temperature between 55 °C to 165 °C for a period of 1 h to 143 days. The work observed a decrease in break elongation with an increase in the temperature above 55 °C and with increased aging time. Fouad et al. [
8] observed the effect of post-heat treatment of ultra-high molecular weight polyethylene (UHMWPE) polymeric material at 50 °C, 80 °C, and 100 °C for 2 to 4 h. The work observed an improvement in the fracture strength, modulus, and yield strength of the tensile specimen significantly in the range of 11 to 25% for different material characteristics. Pagno et al. [
9] studied the effect of heat treatment on Poly (butylene adipate-co-terephthalate) (PBAT) and polycaprolactone (PCL) reinforced matrix for membrane application in drug removal. The study improved the retention capacity of electro-spun-produced membranes by 67% with heat treatment.
Chalgham et al. [
10] worked on PLA material and observed the mechanical properties of PLA before and after heat treatment. The heat treatment for the polymeric samples had been performed at 75 °C for bending the samples to give them the perfect shape for finger orthosis. The results of the study suggested that heat treatment of samples had led to a change in the geometry of the 3D-printed samples for orthosis to the required shape without decreasing the maximum force. Jayanth et al. [
11] reported the chemical treatment of ABS after FDM printing. The chemical treatment of the FDM-printed samples led to a decrease in the tensile strength of the ABS samples when chemically treated. The surface characteristics of the samples were improved, such as surface finish. Storck et al. [
12] tested different materials of FDM printing for elevated temperature applications such as space and satellite purposes. The study had given the exposure of −40 °C to +80 °C to 3D-printed samples by selecting cycles of 90 min. The samples of PLA material were observed to be stable for the varying temperature cycles whereas, other materials lost their dimensional and mechanical characteristics.
Zhao et al. [
13] explored the post-heat treatment process effect for polyether ether ketone (PEEK). The work selected a temperature of 150 °C to 250 °C (above glass transition temperature Tg) for heat treatment and a time interval of 2 h. The tensile strength for the PEEK samples was observed to be increasing with increasing temperature. Wang and Zou [
14], also observed the effect of heat treatment on short and continuous fiber-reinforced PEEK material matrix. The study highlighted that the heat treatment process improved the layer adhesion and diffusion of the adjacent layers for FDM-printed PEEK reinforced matrix leading to better mechanical strength. Wach et al. [
15] explored the thermal annealing process for PLA matrix to improve the crystallinity degree. The study observed an 11 to 20% improvement in the PLA strength when annealed over the Tg of the material.
Li et al. [
16] worked on the sanding or plasma treatment of the 3D-printed PEEK, PEEK/CF material. The study indicated a significant increase in the shear strength of the lap-jointed 3D-printed workpiece and other surface characteristics of the samples when treated with sanding or plasma treatment before joining the samples for the lap joint. Thermal post-treatment of polymeric samples may result in part deformation or surface cracks due to thermal shocks developed over the outer surface. Cerezo et al. [
17] explored heat treatment using a ceramic powder mold which reduced 80% to 90% chances of deformation in geometry, especially in the length of the FDM-printed samples of ABS. Akhoundi et al. [
18] studied the impact of the heat treatment annealing process on FDM-printed parts of PLA. The results of the study suggested up to a 32% increase in the mechanical strength for the heat-treated samples depending on various selected temperatures for heat treatment.
One similar study performed by Guduru and Srinivasu [
19] explored the heat treatment process on PLA/CF reinforced FDM-printed samples. The study reported a significant increase in the tensile strength of PLA/CF material for optimized samples using chemical treatment (80 MPa) and heat treatment (74 MPa) route than normal PLA/CF FDM-printed matrix (70 MPa). Researchers have made effort toward the 4D printing of PET-G [
20] and tried to give material self-healing characteristics and observed that 75 °C temperature is the optimized range where material exhibits self-healing from bending. Below and above this temperature, the material has shown the least effect on self-healing and shape recovery.
Ehrmann et al. [
21] explored the post-heat treatment process for PLA material for different grades and colors of PLA. The reported results suggested that there are contradictions and low reproducibility of the results with the previously reported data. Jayswal and Adanur [
22] demonstrated the improved mechanical properties of PLA for textile applications by using a post-heat treatment technique. Furthermore, more crystallinity was found in the case of heat-treated samples compared to samples of non-heat-treated (NHT). McLouth et al. [
23] tested atmospheric plasma treatment (APT) on polyetherimide (PEI) and observed 35% improved surface and mechanical characteristics of the samples in terms of bond strength. The study used a higher concentration of oxygen and carboxyl group at the exposed surface to increase the wettability and enhancement of interfacial bonds respectively. It was also observed that the damaged samples of PEI were repaired at a 100% recovery rate by the applied plasma treatment and bonding technique. Moradi et al. [
24] annealed the PLA samples using a laser cutting setup by operating the setup at low power conditions. The study reported optimized processing conditions for the post-processing as focal position: 0.53 mm, laser cutting speed: 1.19 mm/s, and laser power 36.49 W. One of the studies related to post-processing has proposed a new method called “Ironing” [
25] which deals with heating the stacked layer at a defined level while FDM printing. The results of the study have suggested a 60% improvement in the surface roughness value whereas, the mechanical strength was not explored. Many studies in the past 5 years have been performed dealing with the in-situ treatment or post-treatment of FDM-printed specimens such as using pressure [
26], cold vapor post-processing [
27], and in-situ heat treatment while FDM printing of PLA specimens [
28]. The increased in-situ pressure while FDM printing has tremendously improved mechanical properties by 100 to 150% for PLA samples [
26]. The in-situ heat treatment of PLA samples [
28] was compared to heat treated sample of a vacuum oven. The results have proved that vacuum oven-based heat treatment improved mechanical strength (tensile strength 90 MPa) better than in-situ treatment (35 MPa). Elsheikh [
29] highlighted the scope of bistable morphing composites which have shown promising results for 4D applications. Similar studies have shown recent progress in wood-based composites with their post-treatment processing. The results have highlighted improved mechanical performance of the composite tested for different applications [
30].
Table 1 summarizes the literature reviewed and shows the effort made and the findings of the surveyed work.
Scope of the Present Study
The literature review reveals that there is a scarcity of research data related to Laminated object-manufactured (LOM) FDM-printed samples of PLA. There are also research gaps found in the field of post-treatment of laminated object manufactured (LOM) samples of FDM-printed material and their comparison with the non-heat-treated samples. Therefore, an effort has been made in the direction of FDM printing of multiple discs and arranging them into single specimens using epoxy for LOM manufacturing and characterizing for mechanical and morphological properties of heat-treated (HT) and non-heat-treated (NHT) samples of PLA.
2. Materials and Methods
2.1. Selection of Material and FDM Printing
In the present study, PLA has been taken as the polymeric material matrix which is procured from eSun manufacturers (Nanshan District, Shenzhen, China, Avaliable online:
https://robu.in/; accessed on 25 June 2022). The purchased FDM filament has been used for FDM printing of compression samples as per ASTM D695 standard [
31]. Cylindrical samples of dimension 12.7×25.4 mm was successfully FDM-printed based on the L9 design of experimentation (DOE) of the Taguchi orthogonal array (OA) (see
Table 2). The samples are printed according to the selected design of experimentation (DOE) for two different stages. The samples are 3D-printed using an FDM printer (City: Navi Mumbai, State: Maharashtra; India; Make: Divide by Zero). A similar testing process on different advanced polymers is practiced elsewhere [
32,
33].
2.2. Selected DOE and Stages of Work
For printing the FDM specimen and to explore the effect of heat treatment on the LOM manufactured samples, the work is performed in two stages:
Stage 1; (a) FDM printing of samples as per selected DOE, (b) LOM manufacturing of 3D-printed discs, and (c) testing without heat treatment and optimizing the best condition as per ASTM D695 standard of testing for compression properties.
Stage 2; (a) Selection of DOE for Heat treatment, (b) FDM Printing as per DOE based on the optimized setting of stage 1, (c) LOM manufacturing, and (d) compression testing as per ASTM D695 standards.
Figure 1 shows the methodology for the present work to compare non-heat-treated samples and heat-treated samples for compression properties of PLA for stage 1 and stage 2.
Table 2 shows the DOE used for stage 1 to optimize the 3D printing process for compression testing using the LOM manufacturing route. Whereas
Table 3 shows the DOE selected based on heat treatment conditions. The DOE contains a parameter for the number of discs, which are joined with each other using epoxy resins after FDM printing. The number of discs was joined to make a single compression sample e.g., in the case of the number of discs is 4 which means the sample is made up of 4 discs, each of thickness of 5.6 mm. the calculation for the total height can be performed using Equation (1).
Table 2 which shows the number of discs also mentions each disc thickness for the number of discs to be joined using epoxy. Whereas, in each case, the thickness of the joining layer is constant i.e., 1 mm.
For the present study we have selected a feedstock filament of PLA with a glass transition temperature (Tg) of 64 °C, Therefore, we have selected a range of temperature between 55 °C to 65 °C limits.
2.3. Heat Treatment of Specimens and Mechanical and Morphological Testing
The tested samples for compression properties are optimized for the FDM printing as well as for the geometric configuration (number of the disc) of the disc selected in DOE. Further in the second stage to print the samples as per DOE 2, the optimized condition at stage 1 has been chosen and all samples are made using a similar condition as per the optimized setting at stage 1. The samples were then heat treated in the oven at three different temperatures (i) 55 °C, 60 °C, and 65 °C as per the DOE. The samples were cooled in the air after heating for the specified time.
2.4. Mechanical and Morphological Property Testing
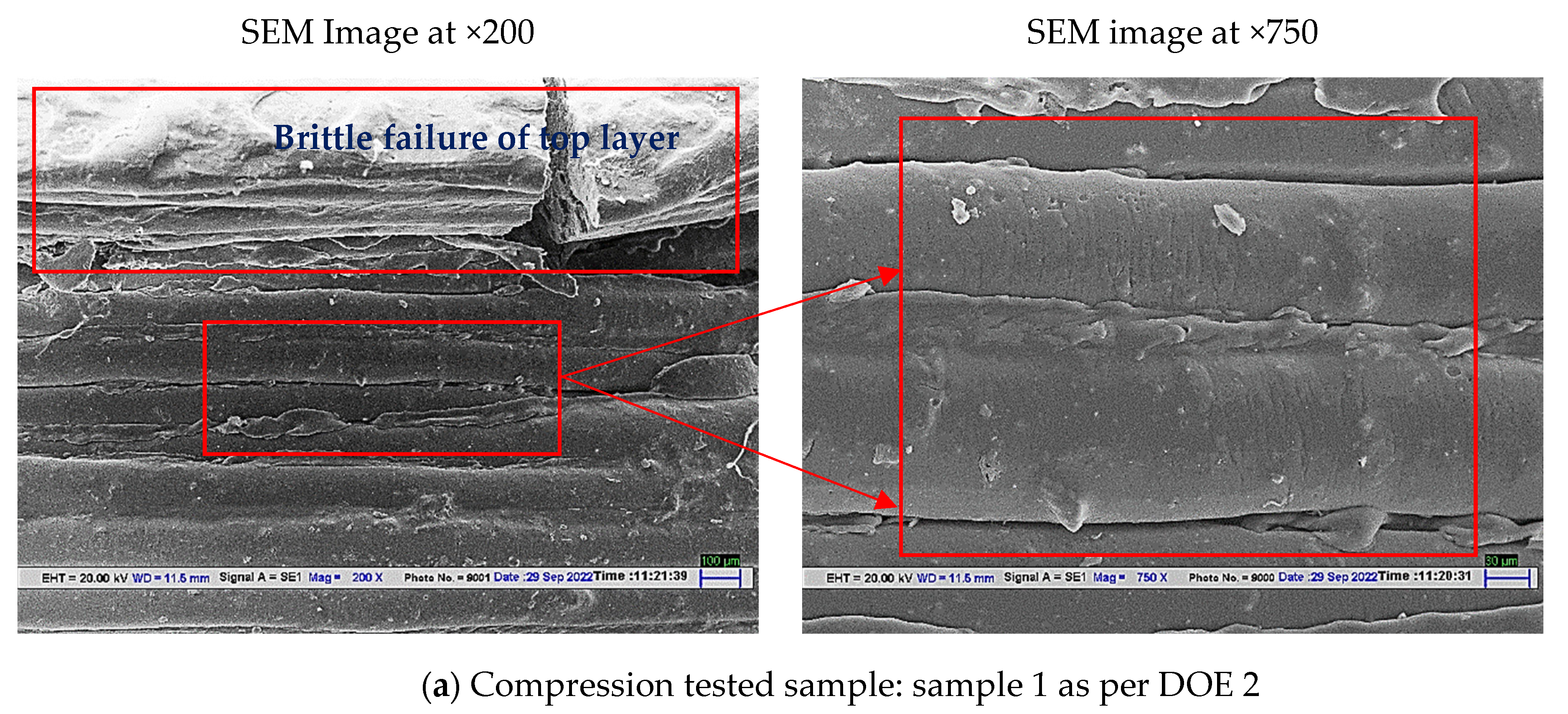
The prepared samples according to the DOE of different stages 1 and 2 are tested for compression properties by following the ASTM D695 standard. For compression testing standard UTM (Make: Shanta Engineering, Thane, Maharashtra, India) has been used for compression testing with a load cell of 10 KN and an extensometer (Make: AVE639; Dakseries, Thane, Maharashtra, India). The compression analysis has been performed at a testing speed of 20 mm/min.
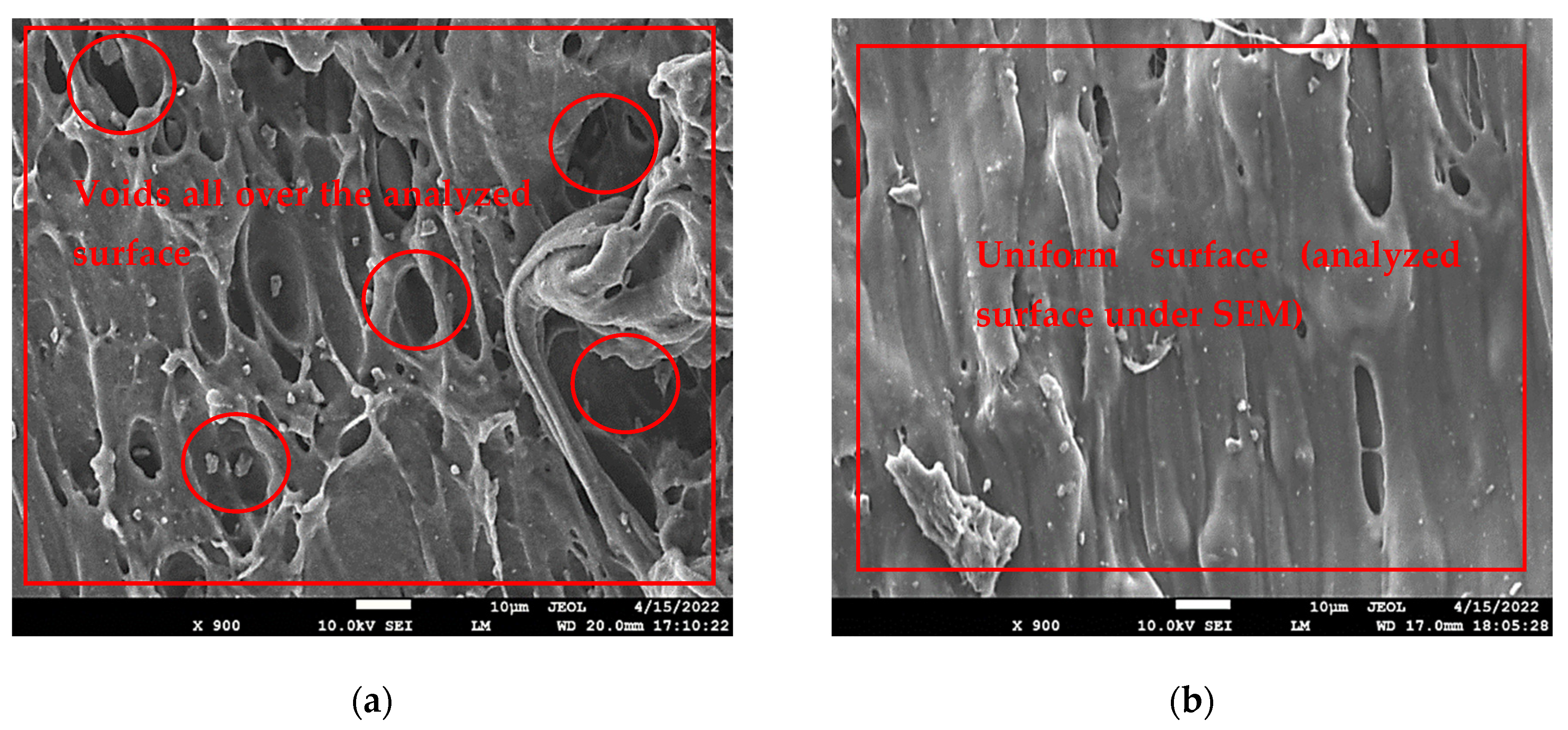
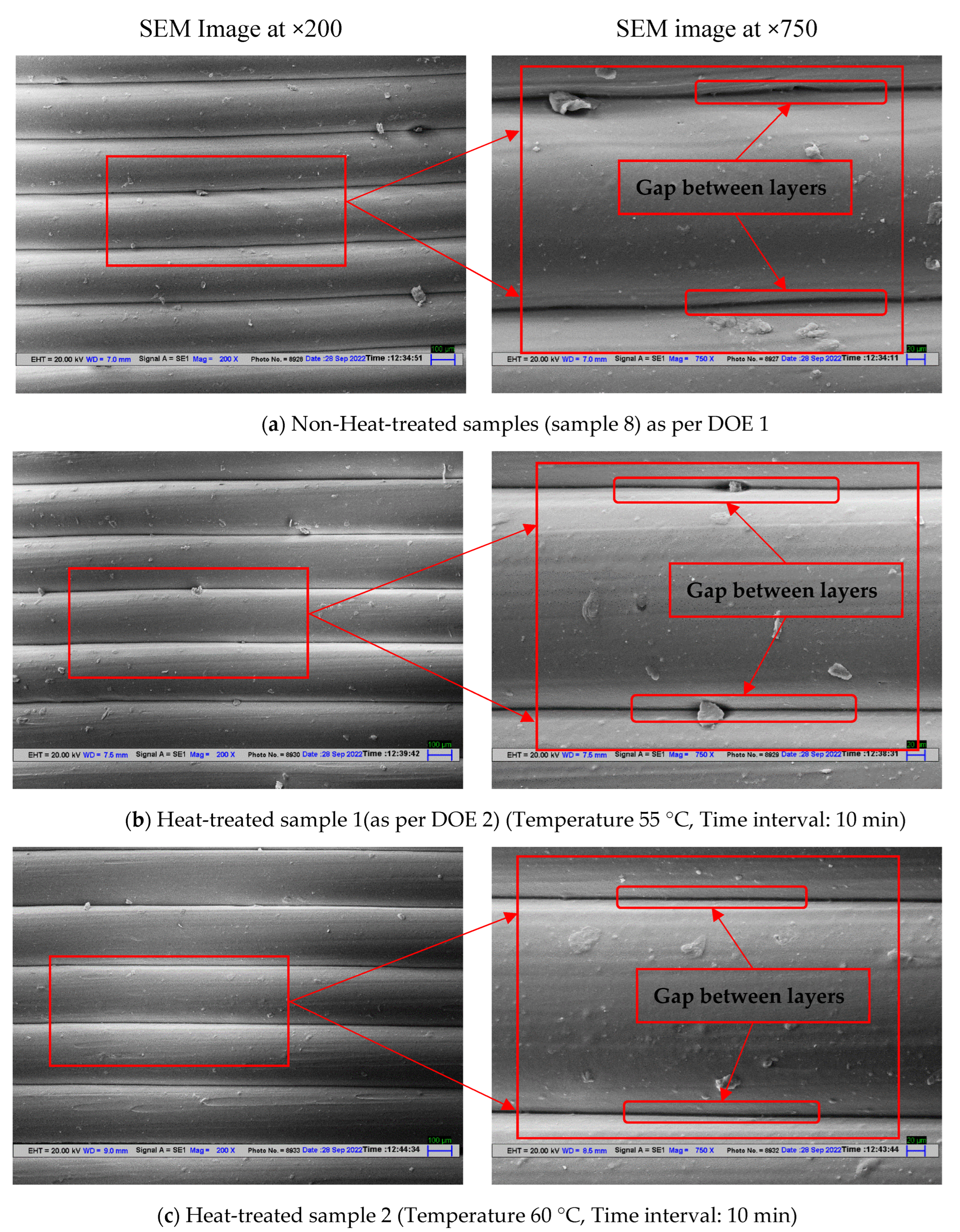
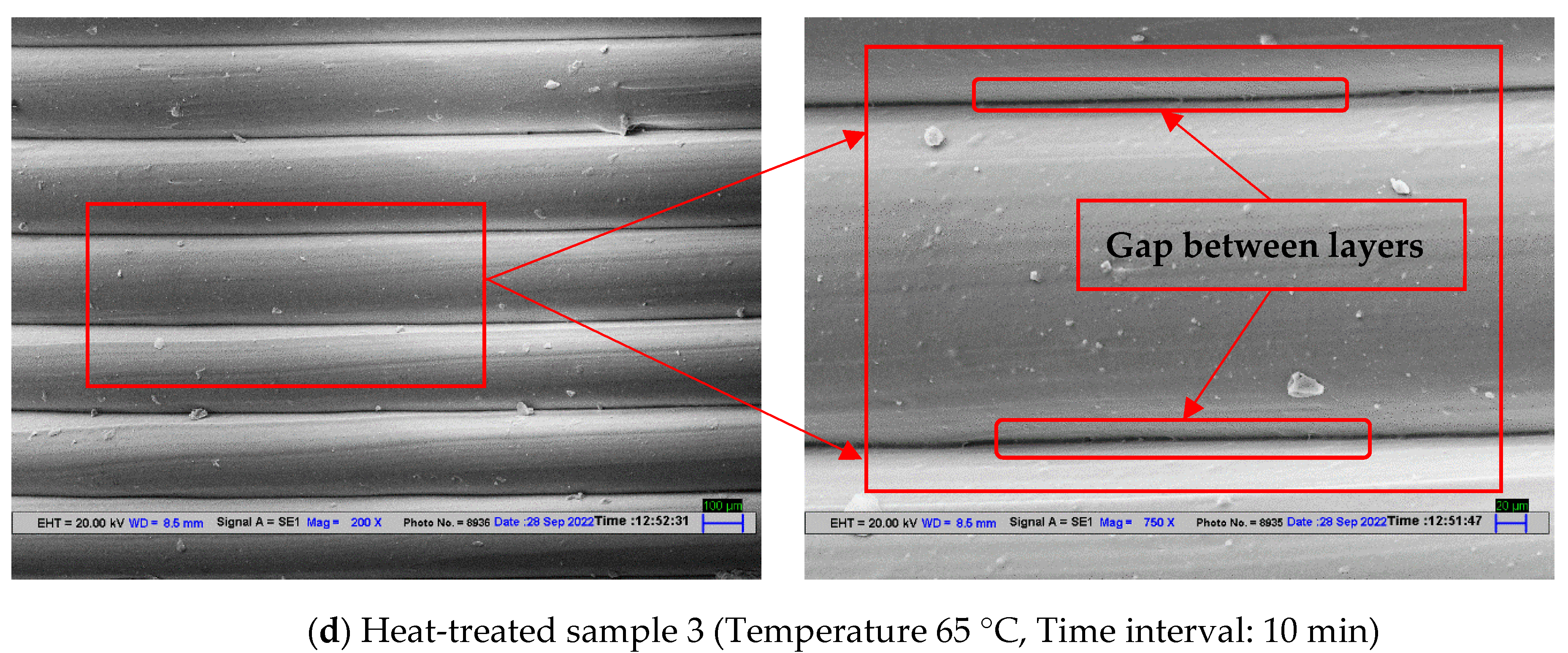
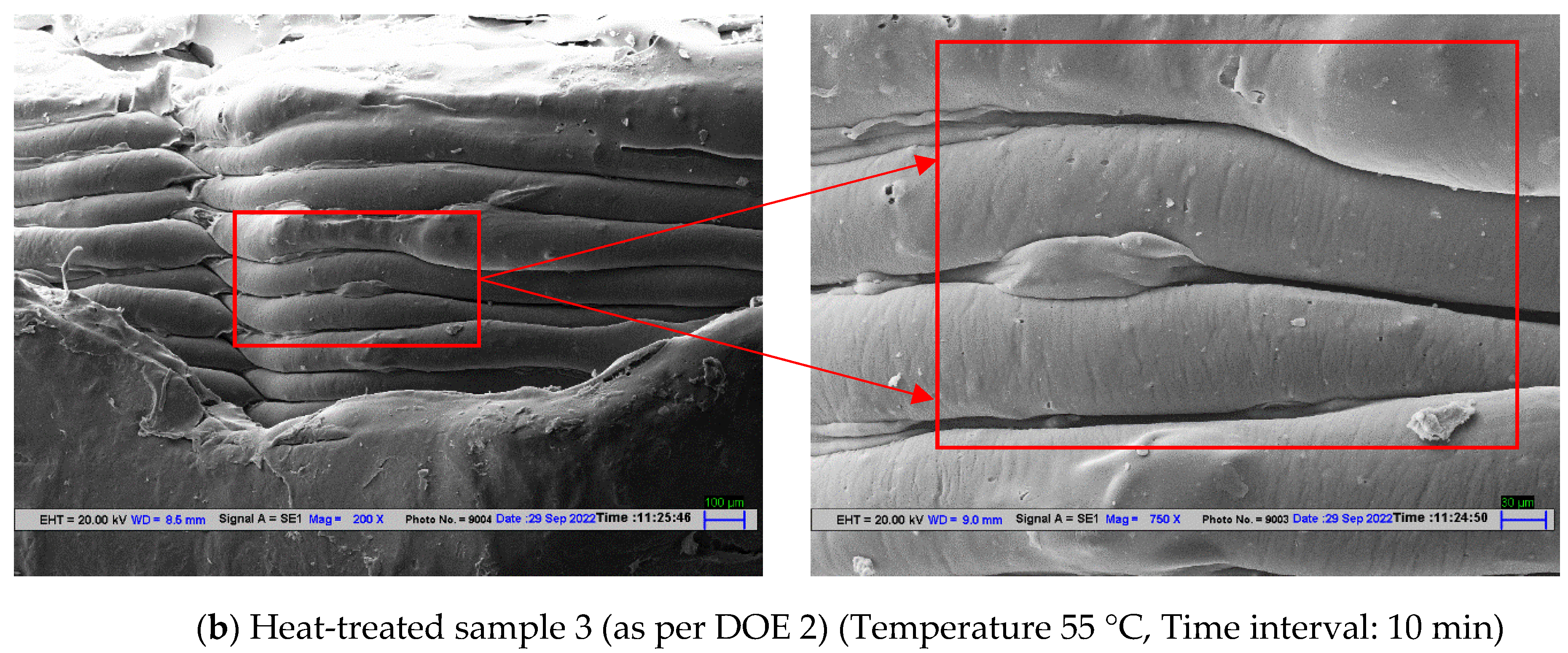
Further, four different samples (a) optimized samples as per DOE 1 without heat treatment, (b) three samples with heat treatment (i) heat-treated at 55 °C, (ii) at 60 °C, and (c) at 65 °C, are studied for morphological properties using SEM characterization to know the effect of heat treatment on the samples.
5. Conclusions
The work explored the effect of heat treatment on the polymeric samples manufactured through the LOM route. A comparison of the non-heat-treated and heat-treated samples was conducted to understand the rationale behind the changes observed in the mechanical and morphological characteristics of the sample. The following are the conclusions of the different stages.
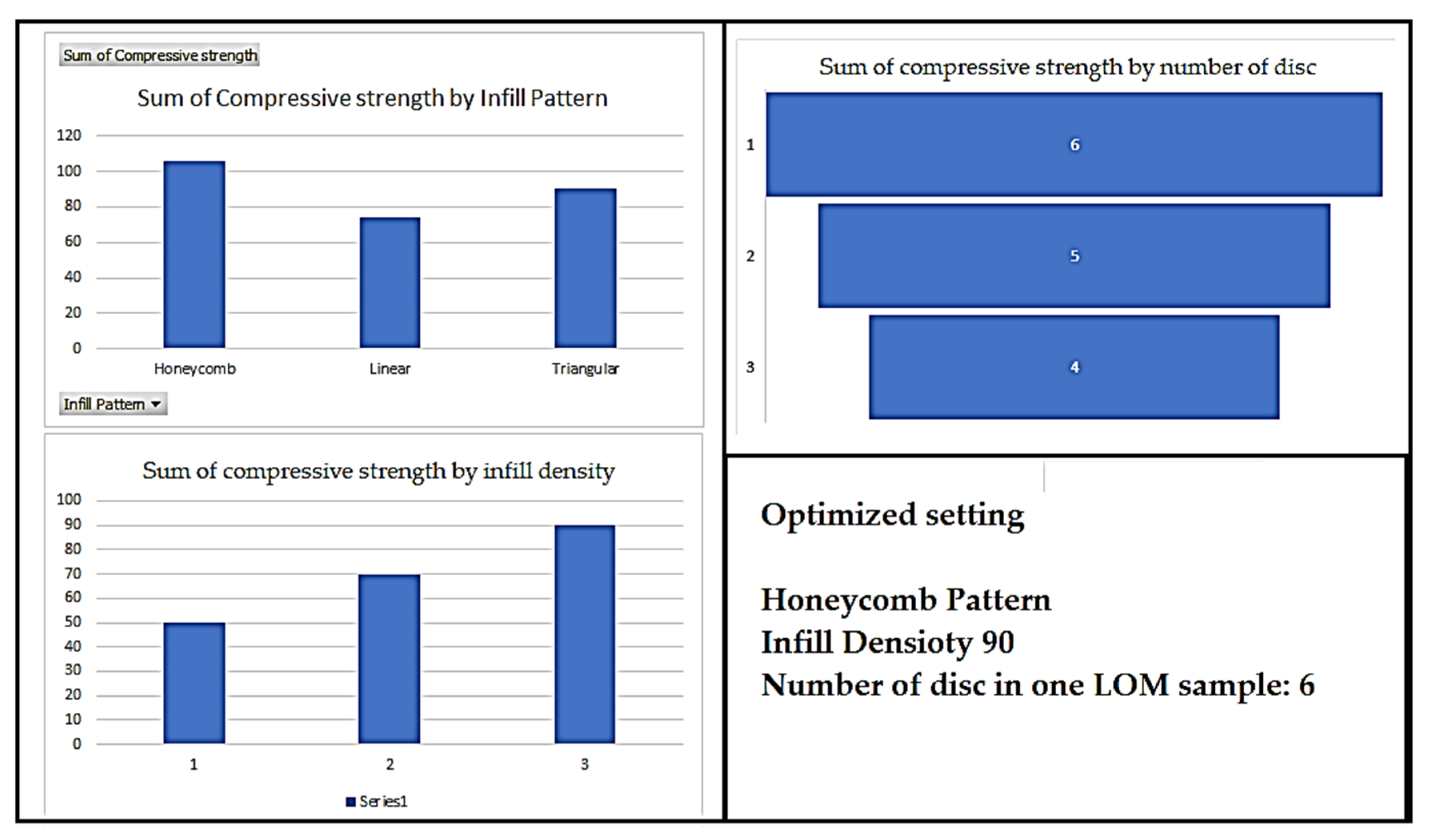
Remarks of stage 1: 3D printing of samples using Infill density: 70%, Infill pattern: honeycomb, and six discs in a single LOM manufactured sample may be concluded as the optimized condition for stage 1 with a compression strength of 42.47 MPa. The optimized condition has shown better mechanical strength compared to sample 1 and the results are supported by SEM analysis.
Remarks of stage 2:
- (a)
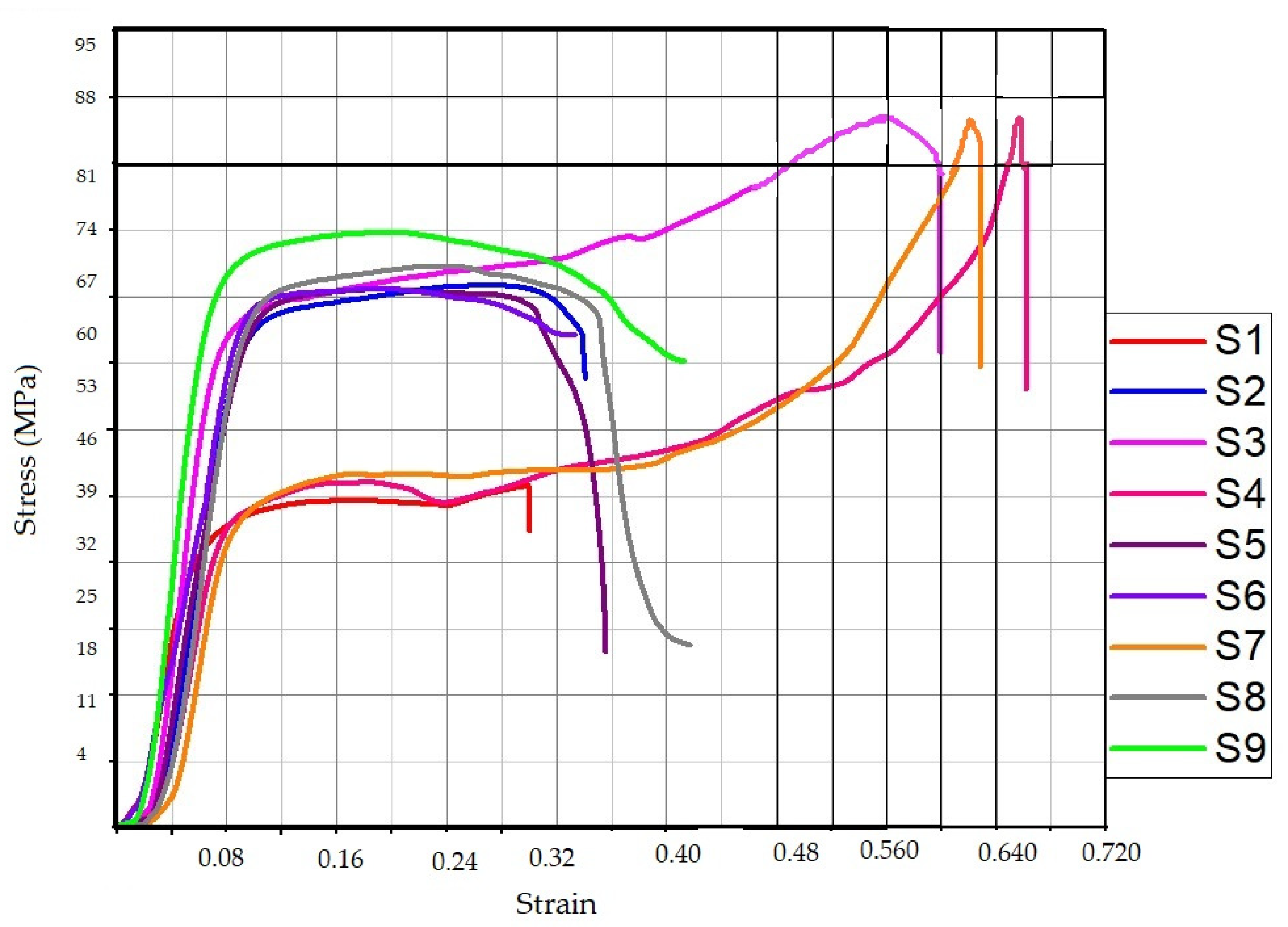
The heat-treated samples have shown significant improvement in compression strength and strain values. Sample 3 has shown maximum compressive strength but the corresponding strain value for sample 3 was 0.59.
- (b)
From the heat treatment analysis, it may be concluded that high temperature and low time value (sample 3: temperature: 65 °C, 10 min interval) work equally well for low-temperature value and high time interval (Sample 7: 55 °C, 30 min). The least effect in compressive strength has been observed for sample 1 with heat treatment at a temperature of 55 °C, and time interval of 10 min.
- (c)
Morphological analysis through SEM supported the mechanical observation. The heat treatment of the samples has improved the interlayer bonding by reducing the gap between the adjacent layers.
Remarks of comparative analysis
- (a)
From the comparison of heat-treated and non-heat-treated samples, it may be concluded that the heat treatment at a high temperature near Tg for a low time interval of 10 min improved the compressive strength by 105.42%.
- (b)
Morphological analysis using SEM characterization has supported the observed behavior.
Future study
The study has found that the post-heat treatment of the FDM-printed samples resulted in better mechanical and morphological characteristics. Further investigation can be made for a wide range of input parameters of FDM printing. The current study was limited to compression properties of single-material FDM-printed LOM-manufactured samples; therefore, a similar study may be explored for bending, impact, and other mechanical properties. In future works, multi-material components may be joined using the proposed technique for improved results.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}